Содержание
Гильзы для опрессовки проводов: виды, инструмент для обжима
- Что собой представляет опрессовка гильзами
- Классификация по материалу изготовления
- Медные
- Луженые
- Комбинированные
- Изолированные
- Как правильно выбрать обжимную гильзу по диаметру
- Инструменты для выполнения опрессовки
- Применение пресс-клещей
Надежность мест соединения проводов и кабелей, по которым подается электроток, должна быть очень высокой. Обеспечить ее способны гильзы для опрессовки проводов, которые специально предназначены для того, чтобы создавать качественные соединения токопроводящих элементов электрических сетей различного назначения. При помощи таких элементов, как гильзы обжимные, можно соединять даже алюминиевые и медные провода, чего практически невозможно добиться при помощи обычной скрутки проводников.
Опрессовка гильзами является надежным способом соединения проводов
Что собой представляет опрессовка гильзами
Сущность опрессовки состоит в том, что электрические провода или кабели при ее выполнении соединяются при помощи токопроводящих гильз, которые представляют собой трубки, изготовленные из металла. Процесс опрессовки кабелей, в результате осуществления которой создается прочное и надежное электрическое соединение, выглядит следующим образом:
Процесс опрессовки кабелей, в результате осуществления которой создается прочное и надежное электрическое соединение, выглядит следующим образом:
- Во внутреннюю часть обжимной трубки с обоих ее концов заводятся предварительно зачищенные от изоляции жилы электрических проводов, которые необходимо соединить.
- Используя специальные пресс-клещи или обычные пассатижи, выполняют обжим гильзы вокруг помещенного в нее проводника. Для более высокой надежности трубку обжимают в двух-трех местах.
- Место выполненной опрессовки изолируют, используя для этих целей ТУТ или изоленту, изготовленную из ПВХ. В том случае, если для опрессовки применяются соединительные гильзы, покрытые слоем изоляции, необходимость в дополнительном изолировании сформированного соединения отпадает.
Этапы опрессовки гильзой электрического провода
Особенно актуальной опрессовка проводов гильзами является в следующих ситуациях:
- при соединении элементов электрических сетей, эксплуатируемых под высокой нагрузкой;
- при соединении между собой проводов, характеризующихся большим сечением;
- в тех случаях, когда соединить провода другим способом не представляется возможным (в частности, данный метод используют для соединения проводов в распределительной коробке, в которой достаточно сложно смонтировать клеммную колодку;
- кроме того, опрессовкой гильзами соединяют провода, расположенные на большой высоте или в условиях ограниченной видимости).


Опрессовка проводов гильзами обеспечивает отличный электрический контакт и высокую механическую прочность соединения
Перечислим наиболее значимые достоинства, которыми обладает соединение проводов опрессовкой.
- Инструмент для опрессовки проводов, в качестве которого преимущественно используют пресс-клещи, не нуждается в подключении к электрической сети, что выгодно отличает его от электрических приспособлений, при помощи которых провода соединяются методом пайки. Таким образом, опрессовка (или гильзование, как еще часто называют данный процесс) является практически единственно возможным способом формирования качественного соединения проводов в тех местах, где отсутствует возможность подключения используемого инструмента к электрической сети.
- Для соединения проводов методом опрессовки не требуется наличия специальных знаний и навыков. Этого не скажешь, например, о пайке, выполнить которую качественно без соответствующих навыков и опыта вряд ли получится.
- Используя специальный инструмент для опрессовки гильз, можно создавать высококачественные соединения проводов даже в труднодоступных местах, таких, например, как распредкоробки и подрозетники. Более того, использование для соединения проводов в подрозетниках метода опрессовки позволяет сократить до минимума длину соединяемых контактов, что дает возможность увеличить плотность выполняемого электрического монтажа.

Важным преимуществом применения опрессовки является то, что при помощи данного метода можно успешно соединять провода, жилы которых изготовлены из разных металлов. Этого не позволяет добиться та же пайка.
Классификация по материалу изготовления
Одним из основных параметров, в зависимости от которого гильзы для проводов разделяются на различные типы, является материал их изготовления. Необходимость применения разнородных гильз определяется различиями электрохимических свойств соединяемых проводов, изготовленных из разных металлов. Так, если для соединения проводов, изготовленных из определенного металла, будет выбрана несоответствующая гильза, то место сформированного контакта окислится, что со временем приведет к снижению его надежности в плане электропроводности.
Необходимость применения разнородных гильз определяется различиями электрохимических свойств соединяемых проводов, изготовленных из разных металлов. Так, если для соединения проводов, изготовленных из определенного металла, будет выбрана несоответствующая гильза, то место сформированного контакта окислится, что со временем приведет к снижению его надежности в плане электропроводности.
Основными типами гильз для обжима электрических проводов в зависимости от материала, из которого такие трубки изготовлены, являются:
- медные гильзы;
- гильзы соединительные луженые;
- комбинированные;
- изолированные.
Каждый из вышеперечисленных типов используется для решения определенных задач, что следует обязательно учитывать, выбирая такие трубки для соединения проводников.
Медные
Медная гильза, которая обозначается маркировкой ГМ, нужна для обжима проводов, также изготовленных из меди. С учетом того, что медная гильза не имеет защитного покрытия, применять ее можно только для соединения проводов, эксплуатируемых в неагрессивной среде. Если пренебречь этим требованием, медная гильза достаточно быстро окислится и перестанет выполнять свои функции.
С учетом того, что медная гильза не имеет защитного покрытия, применять ее можно только для соединения проводов, эксплуатируемых в неагрессивной среде. Если пренебречь этим требованием, медная гильза достаточно быстро окислится и перестанет выполнять свои функции.
Медные кабельные гильзы должны изготавливаться из медных трубок марок М1 или М2
Луженые
Для соединения электрических проводов, эксплуатируемых в агрессивной среде, применяются гильзы медные луженые под опрессовку, которые обозначаются маркировкой ГМЛ. Гильзы ГМЛ, чтобы защитить основной материал их изготовления – медь – от электрохимической коррозии, покрываются специальным составом.
Следует иметь в виду, что гильза луженая под опрессовку алюминиевых проводов не используется.
Это объясняется тем, что часть защитного покрытия такой трубки при ее обжатии разрушается, что приведет к контакту алюминия и меди и, соответственно, к развитию электрохимической коррозии.
Соединительные гильзы типа ГМЛ, изготовленные из электротехнической меди с олово-висмутовым защитным покрытием
Комбинированные
Достаточно часто при монтаже электрических сетей возникает необходимость выполнить соединение проводов, жилы которых изготовлены из разных металлов. Для решения подобных задач специально разработаны и успешно используются гильзы комбинированного типа. Конструктивная особенность таких обжимных трубок, которые обозначаются маркировкой ГАМ, заключается в том, что одна их половина – это гильза алюминиевая соединительная, а вторая изготовлена из меди. В месте стыка двух таких трубок, которые соединяются между собой при помощи сварки, имеется специальный ограничитель. Он необходим для того, чтобы не допустить контакта двух разнородных проводов внутри самой гильзы.
Переходная кабельная гильза алюмо-медная 16/10 кв. мм
Еще одна особенность конструкции комбинированных обжимных трубок заключается в том, что та их часть, которая является гильзой соединительной алюминиевой, имеет больший диаметр, чем трубка, предназначенная для кабеля из меди. Объясняется такая конструктивная особенность тем, что алюминий, если сравнивать его с медью, имеет большее электрическое сопротивление, поэтому провод из него, который будет соединяться в одну электрическую сеть с медным проводником, должен иметь больший диаметр.
Объясняется такая конструктивная особенность тем, что алюминий, если сравнивать его с медью, имеет большее электрическое сопротивление, поэтому провод из него, который будет соединяться в одну электрическую сеть с медным проводником, должен иметь больший диаметр.
Сама опрессовка с помощью комбинированных гильзовых зажимов выполняется по тому же алгоритму, что и процедура с гильзами любого другого типа. Однако при этом необходимо внимательно следить за тем, чтобы разнородные провода вставлялись в трубку из соответствующего металла.
Изолированные
Среди обжимных трубок, используемых для опрессовки электропроводов, выделяют категорию гильз соединительных изолированных. Применение последних избавляет от необходимости выполнять дополнительную изоляцию места сформированного с их помощью контакта. По своему конструктивному исполнению изолированные гильзы представляют собой те же луженые медные трубки, наружная поверхность которых покрыта изоляционным слоем из достаточно прочного и в то же время пластичного ПВХ. За счет механических свойств такого защитного слоя гильзы данного типа могут быть успешно обжаты без нарушения своих изначальных характеристик.
За счет механических свойств такого защитного слоя гильзы данного типа могут быть успешно обжаты без нарушения своих изначальных характеристик.
Полностью изолированные соединительные гильзы
Изолированные гильзы для герметичного соединения жил проводов СИП
Как правильно выбрать обжимную гильзу по диаметру
Обжимные гильзы одинаково успешно могут быть использованы для выполнения качественного соединения как одножильного, так и многожильного электрического или сетевого кабеля. Подбирая такую гильзу под моно- или многожилу, следует учитывать не только материал изготовления, но и диаметр соединяемых проводников. Для правильного выбора обжимных гильз по диаметру соединяемых проводов лучше всего пользоваться специальными справочными таблицами.
Технические размеры гильзы под опрессовку проводов, учитываемые при подборе
Таблица 1. Параметры гильз ГМ и рекомендуемые инструменты для опрессовки
От того, насколько правильно подобраны обжимные трубки по диаметру соединяемых проводов, напрямую зависит качество создаваемого электрического контакта. Так, если диаметр проводов, которые необходимо соединить, будет больше внутреннего диаметра самой гильзы, то проводник невозможно будет поместить во внутреннюю часть трубки. Нежелательными являются и ситуации, когда внутренний диаметр гильзы намного превышает наружный диаметр соединяемых проводов. В таких случаях опрессованные провода, расположенные во внутренней части трубки со значительным зазором, будут создавать не слишком качественный контакт.
Так, если диаметр проводов, которые необходимо соединить, будет больше внутреннего диаметра самой гильзы, то проводник невозможно будет поместить во внутреннюю часть трубки. Нежелательными являются и ситуации, когда внутренний диаметр гильзы намного превышает наружный диаметр соединяемых проводов. В таких случаях опрессованные провода, расположенные во внутренней части трубки со значительным зазором, будут создавать не слишком качественный контакт.
Подбирая обжимную гильзу для соединения проводов определенного диаметра, можно руководствоваться простым правилом: проводник, помещенный внутрь гильзы, должен сидеть в ней плотно, не болтаясь.
Таблица 2. Сколько проводов помещается в один соединитель
Качественно соединить провода при помощи гильзы, внутренний диаметр которой значительно превосходит размер поперечного сечения самого проводника, также возможно. Для этого пользуются несложным приемом: провод вставляется в гильзу, после чего зазор, который образовался между стенками соединительной трубки и поверхностью проводника, плотно забивается кусками жил от провода, изготовленного из такого же металла. После выполнения такой процедуры гильза обжимается по стандартной технологии.
После выполнения такой процедуры гильза обжимается по стандартной технологии.
Инструменты для выполнения опрессовки
Несмотря на то, что выполнять опрессовку проводов с использованием специальных гильз можно даже при помощи таких простых инструментов, как пассатижи, молоток или зубило, делать это не рекомендуется. Достаточно сложно таким способом добиться формирования качественного и надежного контакта двух проводников. Кроме того, используя такие инструменты, можно легко повредить гильзу, которую придется просто выбросить.
Ручной инструмент для опрессовки кабельных гильз с регулятором силы обжима
Получить гарантированно качественные электрические соединения при помощи обжимных гильз позволяют специальные инструменты:
- пресс-клещи, которые сегодня выпускаются в различных модификациях;
- пресс механического и гидравлического типа (ручной или работающий за счет электропривода).

Пресс-клещи для обжима проводов с храповым механизмом
Основными элементами инструмента, предназначенного для выполнения опрессовки проводов, являются:
- матрица, которая, воздействуя на гильзу своей фигурной рабочей поверхностью, обжимает ее вокруг проводника;
- пуансон – подвижный элемент, который передает давление от силового механизма инструмента на его матрицу.
Чтобы соединение, выполняемое при помощи такого инструмента, было качественным, необходимо не только правильно подобрать сменную матрицу под гильзу определенного диаметра, но и оказать достаточное давление на соединительную трубку.
Применение пресс-клещей
Самым распространенным инструментом, который успешно применяется для выполнения электромонтажных работ даже в бытовых условиях, являются пресс-клещи. Такие инструменты, как правило, имеют в своей конструкции несколько гнезд, каждое из которых предназначено для обжима гильз определенного диаметра. Форма гнезд в зависимости от модели пресс-клещей может быть квадратной или трапециевидной. Соответственно, такую же форму принимает и поперечное сечение гильзы после ее обжатия. Кроме формы и размеров, гнезда пресс-клещей различных моделей отличаются между собой наличием или отсутствием в конструкции пластиковых фланцев, которые позволяют более качественно выполнить опрессовку многожильного провода. Чтобы можно было различать гнезда пресс-клещей разного размера, на них наносят разноцветную маркировку.
Такие инструменты, как правило, имеют в своей конструкции несколько гнезд, каждое из которых предназначено для обжима гильз определенного диаметра. Форма гнезд в зависимости от модели пресс-клещей может быть квадратной или трапециевидной. Соответственно, такую же форму принимает и поперечное сечение гильзы после ее обжатия. Кроме формы и размеров, гнезда пресс-клещей различных моделей отличаются между собой наличием или отсутствием в конструкции пластиковых фланцев, которые позволяют более качественно выполнить опрессовку многожильного провода. Чтобы можно было различать гнезда пресс-клещей разного размера, на них наносят разноцветную маркировку.
Для опрессовки гильз в термоусадочной оболочке используются матрицы с более закругленными обводами, чтобы не повредить оболочку (на фото справа)
Воспользовавшись простыми рекомендациями, выполнить качественную опрессовку при помощи пресс-клещей сможет даже тот, кто никогда ранее не выполнял такую процедуру.
- Гильзу со вставленными в нее проводами помещаем в гнездо пресс-клещей соответствующего диаметра.
- Воздействуя на ручки-рычаги клещей, опрессовываем гильзу вместе с помещенными в нее проводами.

Опрессовка проводов гильзами ГСИ
- Провод 1,5 кв. мм и гильза ГСИ-1,5 в ПВХ-оболочке
- Кримпер СТК-01 с овальным профилем обжима
- Опрессовка гильзы
- После обжима на гильзе читается условное обозначение сечения (цифра 1)
- Обжим второй части провода
- Готовое опрессованное соединение проводов
Таким образом, опрессовка с использованием специальных гильз – это достаточно простая процедура, позволяющая сформировать качественное электрическое соединение.
Рекомендации по выбору инструмента для опрессовки силовых наконечников и гильз
Весь инструмент «КВТ» для опрессовки силовых наконечников и гильз можно разделить на 3 основные группы по принципу действия:
- механика,
- гидравлика,
- аккумуляторный инструмент.

В зависимости от формы опрессовочного профиля различают также
- клиновидную опрессовку
- шестигранную опрессовку
Принцип клиновидной опрессовки (вдавливание) наиболее часто реализован в механических пресс-клещах . Помимо ручного инструмента для обжима наконечников на проводах мелких сечений ( от 1,5 мм² до 10 мм² или максимально 35 мм²) клиновидная опрессовка востребована при монтаже кабелей и проводов с цельнотянутыми моножилами. Клиновидная опрессовка считается надежной альтернативой пайке, но, как и пайка, постепенно выходит из обращения. Тем не менее, у этого метода есть свой плюс – чаще всего такие пресса оснащены встроенным пуансоном и одной матрицей, так что при их использовании не требуется постоянная смена матриц и они могут обжимать наконечники любого стандарта, не превышающие возможности инструмента.
Гексагональная (шестигранная) опрессовка на сегодняшний день является наиболее востребованной и популярной техникой монтажа кабельных гильз и наконечников. Гексагональная опрессовка обладает целым рядом преимуществ:
Гексагональная опрессовка обладает целым рядом преимуществ:
- Шестигранный профиль матриц обеспечивает равномерное обжатие хвостовика наконечника на кабельной жиле по всему периметру. За счет этого достигается максимальная площадь контактного соединения и высокая степень герметизации.
- Ввиду равномерного обжима стенок хвостовика наконечника снижается вероятность образования микротрещин и дефектных разломов материала наконечника.
- Отсутствует вероятность пережима и повреждения самой токонесущей жилы кабеля. Щадящий обжим и цельность кабельной жилы приобретают особое значение при опресовке многопроволочных жил 2-6 классов гибкости
- При правильном подборе матриц гексагональный метод опрессовки обеспечивает значительно более прочное механическое соединение наконечника и проводника, а также гарантирует надежный электрический контакт.
По принципу действия прессы «КВТ» подразделяются на
- механические (серии ПК, ПМУ, ПКГ и ПМо),
- гидравлические (серии ПГР ,ПГРс, ПГ и ПГП),
- аккумуляторные (ПГРА).

По производительности механические прессы уступают гидравлическим и аккумуляторным инструментам. Однако механические инструменты имеют свои плюсы:
- Они не чувствительны к температуре, при которой происходит монтаж, отличаются надежной конструкцией и не требуют специального обслуживания.
- При работе с наконечниками небольших сечений (от 1,5 до 10 мм2), работать ручным, компактным механическим инструментом удобнее и быстрее. Однако не стоит забывать, что опрессовка механическими прессами происходит исключительно за счет физической силы оператора, что делает их неконкурентоспособными при проведении большого объема работ, требующего значительного количества опрессовок.
- Отсутствие сменных матриц и съемных деталей.
Популярность гидравлического инструмента обусловлена высоким усилием опрессовки от 5 до 100 тонн, относительно низкой ценой и высокой эксплуатационной надежностью. Гидравлические инструменты «КВТ» можно разделить на 4 основные группы:
- ручные гидравлические прессы моделей ПГР серии «Мастер» без клапана АСД
- ручные гидравлические прессы моделей ПГРс серии «Профи» с клапаном АСД
- ручные гидравлические прессы моделей ПГРс серии «Профи» с клапаном АСД и автоматическим возвратом штока
- помповые гидравлические головы моделей ПГ с выносным насосом
Преимущества гидравлических прессов КВТ:
- Все гидравлические ручные прессы КВТ кроме 70й серии, оснащены двухступенчатым механизмом ускоренного нагнетания давления, что уменьшает количество «холостых качков» до смыкания матриц и значительно экономит время монтажа
- Прессы профессиональной серии ПГРс оснащены клапаном АСД (автоматического сброса давления) – при достижении максимального рабочего давления срабатывает клапан, не позволяющий дальше нагнетать давление в рабочую полость инструмента. Данное решение значительно увеличивает рабочий ресурс инструмента, и предохраняет его от возможных поломок.
- В соответствие с требованиями эргономики ряд моделей или элементов гидравлических прессов «КВТ» выполнен из высокопрочного алюминиевого сплава, что значительно снижает их вес
- Широчайший диапазон опрессовки : медные и алюминиевые наконечники сечением от 4 до 1000 мм2
- Для моделей 300-й серии прессов «КВТ» в ассортименте представлены наборы прецизионных матриц для опрессовки наконечников и гильз наиболее популярных в России стандартов (ГОСТ, стандарт КВТ, DIN и др.)
- Все гидравлические прессы имеют поворотную голову, что облегчает работу и увеличивает производительность труда
 Данное решение значительно увеличивает рабочий ресурс инструмента, и предохраняет его от возможных поломок.
Данное решение значительно увеличивает рабочий ресурс инструмента, и предохраняет его от возможных поломок.
Аккумуляторный инструмент для опрессовки бесспорно является инструментом ближайшего будущего. Единственное, что ограничивает его широкое и повсеместное использование на сегодня — относительно высокая цена, обусловленная стоимостью мотора с электронной платой управления и аккумуляторных батарей.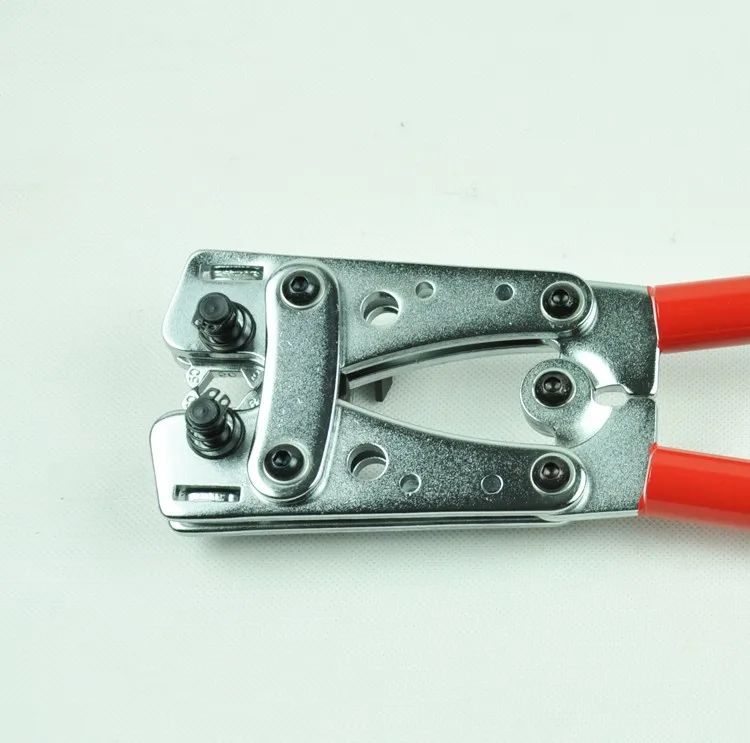
При этом аккумуляторный инструмент обладает практически всеми преимуществами классической гидравлики, что не удивительно, поскольку использует тот же принцип нагнетания давления плюс, имеет свои «фишки»:
- Высокая скорость работы.
- Полное отсутствие физических усилий при работе – достаточно нажать на кнопку
- Все модели аккумуляторных прессов КВТ оснащены системой АСД и продвинутым механизмом автоматического возврата штока ,что гарантирует полный цикл опрессовки и целостность инструмента
Комплект с двумя литий-ионными батареями обеспечивает непрерывный цикл работ – пока одна батарея работает, вторая заряжается.
Опрессовка силовых наконечников механическими пресс-клещами «КВТ»
| Модель | Диапазон опрессовки (мм²) | Профиль опрессовки | Кол-во матриц (шт) | Гнезд в матрицах (шт) | Храповый механизм | Длина (мм) | Вес (кг) | |
| Cu | Al | |||||||
| CTB 05/15 | 0. 5-10 5-10 | — | клиновидный | 1 | 4 | + | 260 | 0.62 |
| CTK 05/15 | 0.5-10 | — | клиновидный | 1 | 4 | + | 220 | 0.54 |
| Набор CTB | 0.5-10 | — | клиновидный | 1 | 4 | + | 260 | 1.38 |
| Набор CTB+4 | 0.5-10 | — | клиновидный | 1 | 4 | + | 260 | 1.05 |
| Набор CTK+4 | 0.5-10 | — | клиновидный | 1 | 4 | + | 220 | 0.98 |
| Наборы CTD/CTF | 0.5-10 | — | клиновидный | 1 | 4 | + | 215 | 1. 00 00 |
| ПКГ-50 | 6-50 | — | гексагональный | 1 | 6 | — | 390 | 1.50 |
| ПКГ-120 | 10-120 | 16-120 | гексагональный | 1 | 8 | — | 640 | 3.60 |
| ПМУ-120 | 10-120 | 10-120 | клиновидный | 1 | — | — | 615 | 3.50 |
| ПМУ-240 | 10-240 | 10-240 | клиновидный | 1 | — | — | 690-980 | 4.70 |
| ПК-16 | 0.5-16 | — | клиновидный | 1 | 5 | + | 280 | 0.47 |
| ПК-16у | 0. 5-16 5-16 | — | клиновидный | 1 | 5 | + | 245 | 0.39 |
| ПК-35 | 2.5-35 | 10-25 | клиновидный | 1 | 5 | + | 360 | 0.77 |
| ПК-35у | 6-35 | 10-25 | клиновидный | 1 | 4 | + | 335 | 0.69 |
Опрессовка силовых наконечников гидравлическими прессами «КВТ»
| Модель | Диапазон опрессовки (мм²) | Профиль опрессовки | Кол-во матриц (шт) | Усилие (т) | Клапан АСД | Длина (мм) | Вес (кг) | |
| Cu | Al | |||||||
| ПГР-70 | 4-70 | 10-70 | гексагональный | 8 | 5 | — | 295 | 1. 70 70 |
| ПГРс-70 | 4-70 | 10-70 | гексагональный | 8 | 5 | + | 315 | 1.80 |
| ПГРс-70АМ | 4-70 | 10-70 | гексагональный | 8 | 5 | + | 270 | 1.35 |
| ПГР-120 | 10-120 | 10-120 | гексагональный | 8 | 8 | — | 410 | 2.70 |
| ПГРс-120 | 10-120 | 10-120 | гексагональный | 8 | 8 | + | 410 | 2.90 |
| ПГРс-120у | 10-120 | 10-120 | гексагональный | 8 | 8 | + | 420 | 3.00 |
| ПГРс-120А | 10-120 | 10-120 | гексагональный | 8 | 8 | + | 410 | 2. 60 60 |
| ПГРс-240 | 10-185 | 10-240 | клиновидный | 1 | 12 | + | 500 | 4.50 |
| ПГРс-240у | 4-185 | 10-240 | гексагональный | 12 | 6 | + | 380 | 2.90 |
| ПГРс-240А | 4-185 | 10-240 | гексагональный | 12 | 7 | + | 475 | 2.70 |
| ПГ-240БМ | 16-240 | 16-240 | клиновидный | 1 | 7 | — | — | 3.70 |
| ПГРА-240 | 4-185 | 10-240 | гексагональный | 12 | 5 | + | 375 | 2.60 |
| ПГРА-300∗ | 16-300 | 25-240 | гексагональный | 11 | 12 | + | 360 | 5. 50 50 |
| ПГР-300∗ | 10-300 | 10-300 | гексагональный | 12 | 12 | — | 470 | 3.60 |
| ПГРс-300∗ | 10-300 | 10-300 | гексагональный | 12 | 12 | + | 470 | 4.00 |
| ПГРс-300у | 16-300 | 16-300 | гексагональный | 11 | 12 | + | 490 | 4.80 |
| ПГРс-300А∗ | 10-300 | 10-300 | гексагональный | 12 | 12 | + | 470 | 3.60 |
| ПГРс-300АМ∗ | 10-300 | 10-300 | гексагональный | 12 | 12 | + | 510 | 3.55 |
| ПГП-300∗ | 10-300 | 10-300 | гексагональный | 12 | 12 | — | — | 6. 10 10 |
| ПГП-300А∗ | 10-300 | 10-300 | гексагональный | 12 | 12 | — | — | 5.70 |
| ПГРс-400у | 50-400 | 35-400 | гексагональный | 9 | 13 | + | 630 | 5.90 |
| ПГРА-400 | 50-400 | 35-300 | гексагональный | 9 | 13 | + | 520 | 8.80 |
| ПГРА-630А | 150-630 | 150-630 | гексагональный | 7 | 25 | + | 540 | 9.50 |
| ПГ-630 | 150-630 | 150-630 | гексагональный | 7 | 25 | — | — | 5.30 |
| ПГ-1000 | 400-1000 | 400-1000 | гексагональный | 5 | 45 | — | — | 12.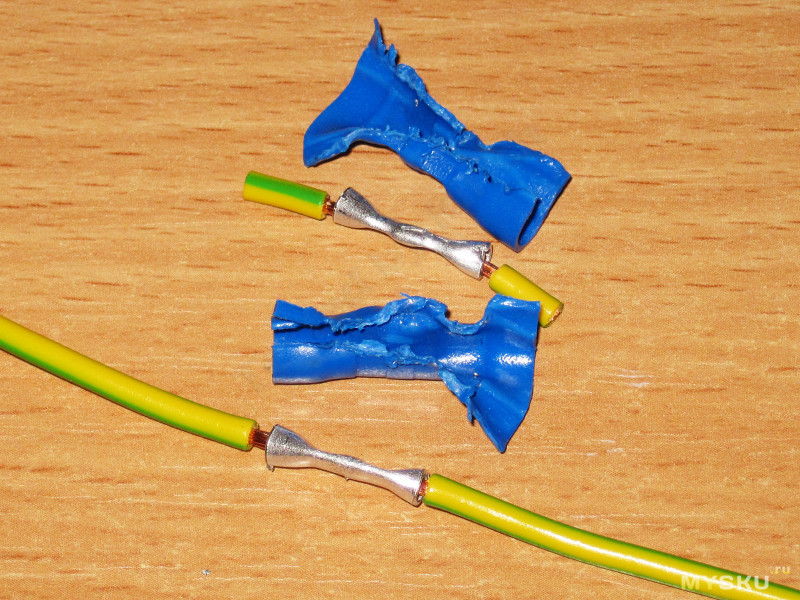 40 40 |
∗ Прессы ПГР и ПГРс (КВТ) 300-й серии могут комплектоваться дополнительными наборами прецизионных матриц НМ (КВТ)
Как выбрать и использовать обжимные муфты
Обжимные муфты для сборок стальных тросов — одна из наиболее часто используемых функций такелажа для легких условий эксплуатации. Посмотрите наше видео, чтобы узнать все, что вам нужно знать, чтобы безопасно и правильно обжать рукава для вашего следующего применения.
Чтобы получить текстовую и графическую версию этой информации, продолжайте читать.
Нас часто спрашивают, лучше ли сделать глаз с помощью рукавов песочных часов или с зажимами для троса.
Штампованные втулки для песочных часов прочнее, экономичнее и не требуют технического обслуживания или повторной затяжки гаек в будущем. Они также более обтекаемые, чем зажимы для тросов.
Когда речь идет о такелажных изделиях, обжимка относится к процессу использования инструмента или машины для приложения силы к втулке или наконечнику. Благодаря этому процессу рукав сжимается на участке кабеля и вокруг него.
Конструкция кабеля
При формовании обжатых кабельных сборок в основном используются два типа стальных канатов: 7×7 и 7×19многожильный кабель.
Форма кабеля не идеально круглая и состоит из нескольких жил проволоки.
Здесь показан кабель ¼” 7×19, оцинкованный горячим способом.
7×19 относится к кабелю с шестью внешними жилами, окружающими центральную жилу, которая считается седьмой. Каждая прядь состоит из 19 меньших проволок.
Если присмотреться, то можно увидеть V-образную область между прядями. Это называется «долиной».
Чаще всего алюминиевые втулки в виде песочных часов используются с кабелем, оцинкованным методом горячего погружения, для формирования кабельных сборок.
Алюминий мягкий. При сжатии обжимным инструментом он будет вдавливаться в желоба кабеля, фиксируя алюминиевую втулку на месте.
При сжатии обжимным инструментом он будет вдавливаться в желоба кабеля, фиксируя алюминиевую втулку на месте.
Создание обжатой кабельной сборки
Сделайте проушину, пропустив кабель через муфту и сложив его вдвое.
Перед обжатием убедитесь, что «обрезанный конец» троса выступает на длину не менее 2 диаметров троса. Это обеспечит полный контакт с кабелем, когда втулка расширяется во время обжатия.
Поместите втулку в кулачки инструмента.
Обратите внимание на правильную ориентацию полости обжимного инструмента с алюминиевой втулкой.
Втулка всегда должна быть выровнена вертикально и никогда не должна быть горизонтальной.
Установив втулку в правильное положение, сделайте первую обжимку, сжав рукоятки обжимного инструмента, пока губки полностью не сомкнутся.
Для каждого размера втулки необходимо выполнить определенное количество обжимных обжимов.
В случае этой втулки ¼ дюйма требуется 4 обжима.
Не забудьте оставить небольшое пространство между каждым из зажимов. Готовая сборка должна выглядеть так, как показано на рисунке.
Готовая сборка должна выглядеть так, как показано на рисунке.
Обжимки на гильзу
Для гильз разного размера потребуется разное количество обжимок.
Для размеров втулок 1/16″ и 3/32″ требуются 2 обжимки.
Для размеров втулок 1/8″ и 5/32″ требуется 3 обжимки.
Для втулок 3/16″ и ¼ дюйма требуется 4 обжимки.
Для втулок 5/16″ и 3/8″ требуется 5 обжимки.
Последовательность обжатия
При выполнении нескольких обжатий важно соблюдать правильную последовательность для каждого размера втулки.
На приведенную здесь диаграмму можно ссылаться для последовательностей обжатия втулок различных размеров
Измеритель обжимки
Чтобы убедиться, что обжимные обжимы выполнены правильно, используйте «измеритель после обжатия», такой как Tyler Tool Go-No-Go Измерять.
=»assets>
Используя соответствующую полость манометра, наденьте манометр на втулку.
Если калибр свободно вращается вокруг области обжимки, значит, все сделано правильно.
Если шаблон не скользит по области обжимного обжима, используйте инструмент для обжатия еще раз, чтобы убедиться, что втулка полностью сжата.
Эффективность заделки
При правильной обжимке прочность заделки составляет 90% прочности кабеля на разрыв.
Кабель с виниловым покрытием
Для кабеля с виниловым покрытием никогда не рекомендуется обжимать наружную часть винилового покрытия. Это сделает гораздо более слабое завершение.
Рекомендуется отрезать винил достаточно далеко, чтобы рукав непосредственно соприкасался с кабелем.
Сращивание внахлестку
Используя тот же метод обжатия, можно выполнить сращивание внахлестку для соединения двух отрезков кабеля.
Не забудьте оставить небольшой участок между рукавами.
Выдвиньте конец троса за внешний край рукава не менее чем на 2 диаметра троса.
На одну втулку требуется столько же обжимных кромок, сколько требуется при изготовлении петли с проушиной.
Цинково-медные втулки
Компания E-Rigging также предлагает медно-цинковые втулки для песочных часов, которые рекомендуются для кабеля из нержавеющей стали.
Важно отметить, что алюминиевые втулки НЕ рекомендуются для кабелей из нержавеющей стали из-за возможности коррозии алюминия при контакте с нержавеющей сталью. Со временем это может привести к ослаблению контакта между муфтой и кабелем и сделать сборку небезопасной.
Подъем, подъем над головой и подвешивание
Правильно установленные алюминиевые и медные дуплексные втулки уже много лет успешно используются для подвешивания подвесного оборудования в различных отраслях промышленности, таких как сценическое оборудование, сельское хозяйство, судостроение и строительство. Крайне важно следовать процедурам обжатия, установленным производителем, и проверять обжим с помощью калибра «проходит/не проходит» перед использованием. Для критически важных грузоподъемных операций рекомендуется, чтобы квалифицированный специалист разработал, испытал на разрыв и утвердил сборку для предполагаемого использования. Процесс изготовления и запас прочности должны быть приняты во внимание для предполагаемого применения. Особенно следует избегать ударных нагрузок для этих типов сборных узлов, но медные втулки более устойчивы к проскальзыванию кабеля, чем алюминиевые втулки в условиях ударных нагрузок.
Для критически важных грузоподъемных операций рекомендуется, чтобы квалифицированный специалист разработал, испытал на разрыв и утвердил сборку для предполагаемого использования. Процесс изготовления и запас прочности должны быть приняты во внимание для предполагаемого применения. Особенно следует избегать ударных нагрузок для этих типов сборных узлов, но медные втулки более устойчивы к проскальзыванию кабеля, чем алюминиевые втулки в условиях ударных нагрузок.
Ручные обжимные инструменты
Компания E-Rigging предлагает ручные обжимные инструменты марки Tyler Tool.
Есть 5 размеров. Все размеры имеют кованые головки, порошковое покрытие и прочные резиновые ручки.
14-дюймовый инструмент для обжимки втулок 1/16, 3/32 и 1/8 дюйма.
24-дюймовый инструмент для обжимки втулок 1/16, 3/32, 1/8, 5/32 и 3/16.
30-дюймовый инструмент для обжимки втулок 5/32, ¼ дюйма и 5/16 дюйма.
36-дюймовый инструмент обжимает только втулку 3/8 дюйма.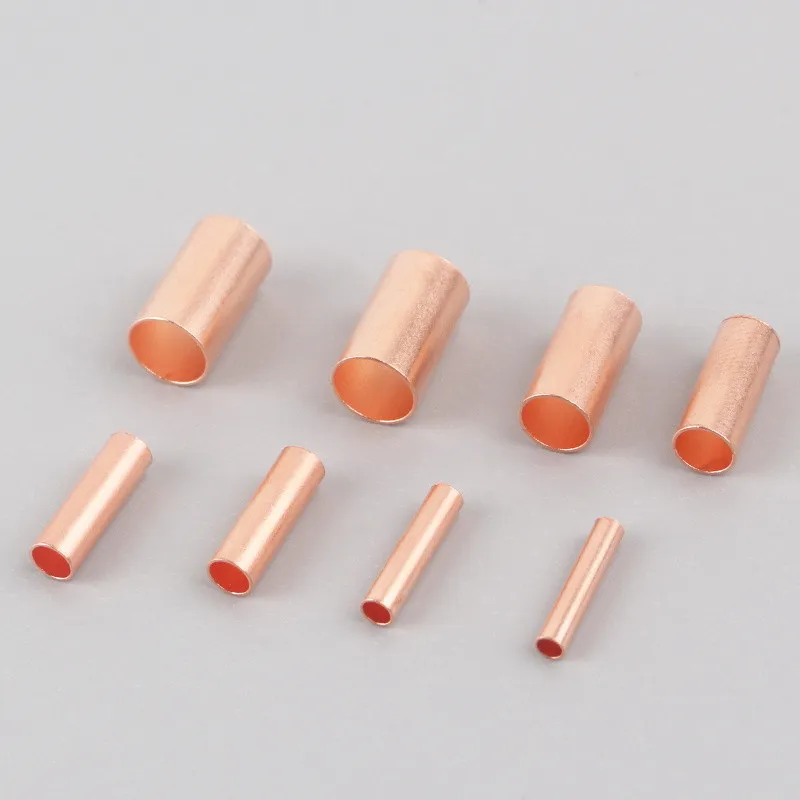
Настольный обжимной станок обжимает втулки 1/16, 3/32, 1/8, 5/32 и 3/16, как и инструмент 24 дюйма.
Мы надеемся, что это ответило на некоторые из ваших вопросов об обжимных втулках.
Если у вас есть дополнительные вопросы, свяжитесь с нами или просмотрите наш канал на YouTube, где вы найдете больше видеороликов по различным темам, связанным с оснасткой.
Мы с нетерпением ждем возможности помочь вам завершить ваш следующий проект оснастки.
=»активы>
Обжимные гильзы из колючей проволоки — Premier1Supplies
★
★
★
★
★
Написать обзор »
Обжим на соединительных втулках из Strainrite Fencing Systems для колючей проволоки большого сечения (12,5).
Обеспечивает надежное соединение или сращивание без необходимости завязывать вместе острые и громоздкие нити.
Водостойкий гранулированный клей для укладки в любых погодных условиях.
О проводимости
Проводимость измеряет количество электрического тока, которое материал может нести. Противоположная мера известна как сопротивление.
Многие сетки Premier имеют зелено-белый сверхпроводник с нитями из нержавеющей стали и луженой меди для оптимальной проводимости. Эти «премиальные» сетки имеют в 10 раз большую проводимость (38 Ом на 1000 футов), чем наши «базовые» сетки. Это позволяет электрическому импульсу распространяться намного дальше и на него меньше влияет контакт с сорняками.
Мы не рекомендуем нижеперечисленные базовые сетки для ограждений длиной более 500 футов:
- Сеть для коз и овец 10/42/7
- Сеть для овец и коз 9/35/7
- Сетка для кур 11/42/3
- Сетка для кур 12/48/3
Клиенты, которые недовольны сеткой, часто выбирают одну из них или их эквиваленты в фермерских магазинах. Почему мы их предлагаем? Потому что по конструкции и проводимости (380 Ом) они аналогичны сеткам наших конкурентов, а их сравнение упрощает принятие решений.
Типы линейных стоек
Линейные стойки встроены в сеть. Доступны три варианта. *
- Одиночный шип (SS)
Лучший выбор, если ваши почвы всегда мягкие или очень твердые. - Двойной шип (DS)
Стойки позволяют вставлять шипы ногой. Когда почва твердая или каменистая, устанавливать и снимать двойные шипы труднее. - Подвижные стойки (DP)
Позволяет использовать молоток или молоток для установки стоек в сухую, твердую или каменистую почву. Оснащен шипами для дополнительной поддержки и внутренними ребрами из стекловолокна для дополнительной прочности.
Совет: Чтобы вставить линейную стойку в мерзлую или твердую почву, просверлите направляющие отверстия с помощью электроинструмента.
* Не все заборы имеют все варианты линейных стоек.
О положительных/отрицательных (положительных/отрицательных) цепях
У вас сухо?
Эффективность традиционных систем электрифицированных заборов зависит от влажности почвы. Однако не во всех областях есть необходимая влажность.
Однако не во всех областях есть необходимая влажность.
Сухая почва увеличивает сопротивление — возникает более слабый и менее эффективный импульс, который не отпугивает животных.
Чтобы преодолеть это, цепи Pos/Neg* подключаются таким образом, чтобы можно было использовать каждую вторую горизонтальную жилу в качестве продолжения клеммы заземления. Поскольку половина проводов подключена к клемме заземления или заземляющему стержню, снижается зависимость от влажности почвы. А PowerLink необходимо приобретать отдельно для вторичного заземления.
Как это работает…
Чтобы получить удар током, животное должно одновременно коснуться положительного (горячего) и отрицательного (заземленного) проводов. Это доставит животному больше боли, чем полностью горячая сетка (Pos/Pos), потому что влага в почве не требуется для замыкания цепи.
Ограждения Pos/Neg могут быть преобразованы в Pos/Pos во влажных условиях. Помните, что на всех заборах не должно быть растительности.
* Не все ограждения имеют опции Pos/Neg.
Расстояние между линейными стойками
Сетки «Plus» — 6 футов 8 дюймов между встроенными линейными стойками*
Стандартные сетки — 10 футов или 12 футов между встроенными линейными стойками*
* Интервалы указаны приблизительно
Расстояние между встроенными линейными стойками может различаться в зависимости от продукта.
Essential Energizer Advice
- Купите больше, чем необходимо. Когда забор нравится, большинство людей покупают больше забора и нуждаются в дополнительной продукции.
- Используйте блок питания прерывистого импульса с низким импедансом.
- Используйте тестер забора для частой проверки напряжения.
- Используйте достаточное количество заземляющих стержней , входящих в наши комплекты блоков питания .
- Не допускайте разрядки свинцово-кислотной батареи ниже 40 %.
- Используйте изолированный провод, предназначенный для электрических изгородей.
- Всегда подключайте забор к блоку питания, не розетка .
- Перейдите по этой ссылке, чтобы получить ответы на другие распространенных вопросов об энерджайзерах .

Два основных типа
- Солнечная батарея «все в одном»
- Солнечные батареи очень портативны.
- Поскольку для этих устройств требуется батарея, их покупка и эксплуатация обходятся дороже, чем сменные устройства.
- Батареи менее эффективны при низких температурах (быстрее разряжаются).
- Большинство солнечных батарей в фермерских магазинах слишком слабы в джоулях, чтобы должным образом питать сеть. Вот почему мы разработали свой собственный.
- Наименьшая стоимость покупки и эксплуатации на джоуль выходной мощности.
- Лучше всего подходит для ограждений с густой растительностью.
- Низкие температуры не влияют на производительность.
- Рекомендуется для систем для всей фермы, но может быть сложным в установке. Более высокая мощность требует большего количества заземляющих стержней, подземных кабелей, нескольких выходных клемм и т. д.

Зоны доставки
Доктор Дэн Моррикал, доктор философии.
Premier 1 Supplies
Дэн Моррикал поступил на работу в Университет штата Айова в 1984 году в качестве специалиста по овцеводству после получения докторской степени в Университете штата Нью-Мексико. Он имел звание профессора с 1 июля 1995 года и вышел на пенсию в 2017 году. , генетика, маркетинг и менеджмент. Направления исследований сосредоточены на прикладных проектах в области питания, использования кормов, генетики, внесезонного разведения и выживаемости ягнят.
Доктор Моррикал активно участвует в предоставлении образовательных ресурсов для овцеводства.