Содержание
Оснастка для сверлильных станков — полезная информация Сверлильные станки по металлу
На приобретении сверлильного станка все не заканчивается, кроме него необходимы рабочие оснастки и устройства для установки и фиксации заготовок. Рекомендуется покупать все необходимое вместе с оборудованием для сверления, так Вы точно и оптимально соберете нужный комплект. Разберемся в составе такого комплекта и других возможных дополнительных устройствах.
Кроме того, экономные владельцы дрелей и перфораторов могут решить, что подойдет для использования в сверлильном станке и обычное сверло, но не всегда достаточно стандартных режущих оснасток для работы.
Устройства для фиксации заготовок
Если обрабатываемое изделие не закрепить перед началом работ на станке, то из-за случайного смещения детали в процессе сверления, она может быть безвозвратно испорчена. Попытки удержать заготовку рукой не приведут ни к чему хорошему, плюс это не безопасно и может вызвать случайную травму.
Изделия небольшого размера фиксируют тисками, часто винтового типа, закрепленными на рабочем столе. Бывает, что тиски входят в комплект поставки сверлильного станка, но не у всех производителей. Тиски недорого стоят и обязательны к приобретению при сверлении на станках металлических или деревянных заготовок.
Есть и более функциональные устройства -универсальные тиски, которые можно крепить как горизонтально, так и вертикально на рабочем столе. По принципу работы они идентичны винтовым, но за счет расширенных возможностей стоят гораздо дороже, зато в процессе обработки деталь можно повернуть, не вынимая из тисков.
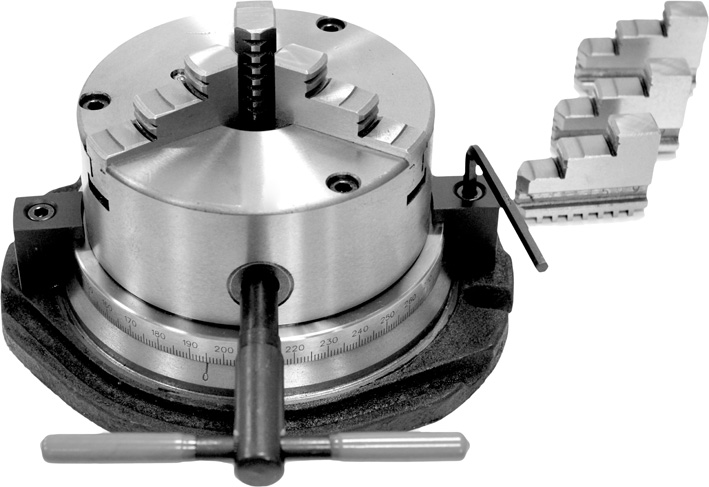
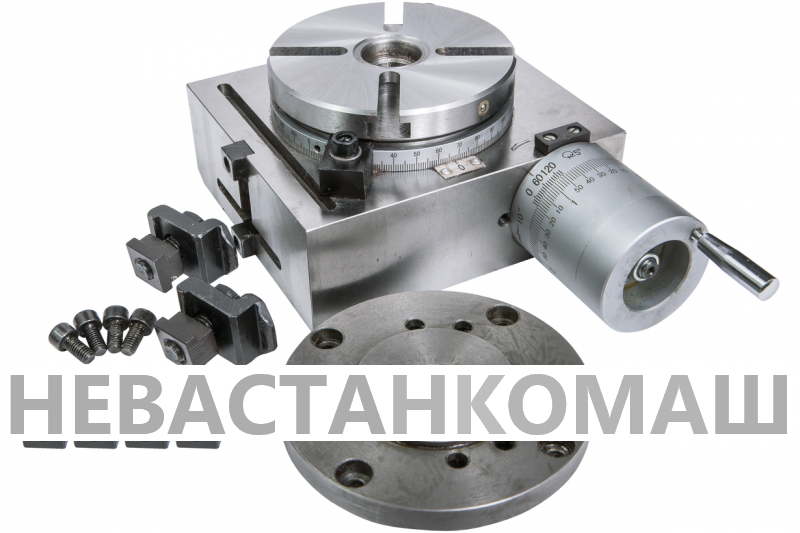
Также есть тиски в комплекте с поворотной платформой, позволяющие в процессе обработки детали поворачивать ее в разных плоскостях для сверления отверстий в разных местах детали. Такие тиски могут поворачивать в двух или трех осях, иметь поворотные губки. При производстве малых партий данный тип крепежа подходит идеально, так как серьезно повлияет на увеличение производительности.
В случае обработки изделий крупного размера тисков не достаточно, обязательно понадобятся струбцины в совокупности с направляющими и упорами при работе с деревянными деталями, а при обработке металлических заготовок потребуются прихваты.
Кроме того, в случае сверления отверстий в деталях сложной формы, могут понадобиться вспомогательные столы: коробчатые для крепежа деталей в различных плоскостях, крестовидные для фрезерования, а также столы, оборудованные призмой при необходимости сверления в деталях с круглым профилем.
Крепление оснастки
Сверла и другие типы оснастки могут устанавливаться сразу в шпиндель, если их хвостовик выполнен в виде конуса Морзе, если же размер хвостовика и конуса шпинделя разные, то необходимо докупить переходные втулки определенного размера.
В сверлильном станке можно применять обычные сверла цилиндрического типа, зажимающиеся в патроне, который в свою очередь устанавливается в шпиндель с помощью специальной оправки. Патроны бывают с ключевым зажимом, либо с механизмом быстрого зажимания оснастки. Быстрозажимные патроны стоят гораздо дороже, но позволяют оперативно сменить рабочую оснастку на другую.
Патроны бывают с ключевым зажимом, либо с механизмом быстрого зажимания оснастки. Быстрозажимные патроны стоят гораздо дороже, но позволяют оперативно сменить рабочую оснастку на другую.
Классификация режущих инструментов
Как и при работе с обычными дрелями, в сверлильных станках применяют спиральные сверла, изготовленные из быстрорежущей или твердосплавной стали. Сверла из твердых металлов используют для работы с заготовками из закаленной стали, при работе с обычными металлами в основном используют оснастки из быстрорежущей стали. Лучше сразу купить набор оснасток разного размера: длины и диаметра.
Сверла для древесины отличаются наличием остроконечной заточки при диаметрах сверла менее 12 мм, если же требуется отверстие большего диаметра, то применяют сверла Форстнера для избегания возникновения сколов.
Кроме оснастки для сверления в станках используют:
- развертки;
- фрезы;
- зенкеры;
- метчики для нарезания резьбы в отверстии.


Используемые оснастки рекомендуется покупать в специализированных магазинах, желательно от более-менее известных брендов. Если нет никакого обозначения наименования производителя оснастки, то скорее всего она плохого качества: не соблюдены размеры инструмента, нарушена геометрия сверла, что вызывает его биение при работе, использовался материал низкого качества для ее производства, сверло может быть банально плохо заточенным.
Кроме тисков и других фиксирующих устройств, а также непосредственно рабочих оснасток, для работы на сверлильном станке понадобятся измерительные приборы: линейки, штангенциркули, микрометры и другие, потому что без них Вы не сможете осуществлять сверление точно.
Другие статьи по теме:
…
смотреть
все ->
Технология обработки на сверлильных станках и оснастка: приспособления, кондукторы, инструмент
Сверлильные станки можно отнести к оборудованию с универсальными возможностями.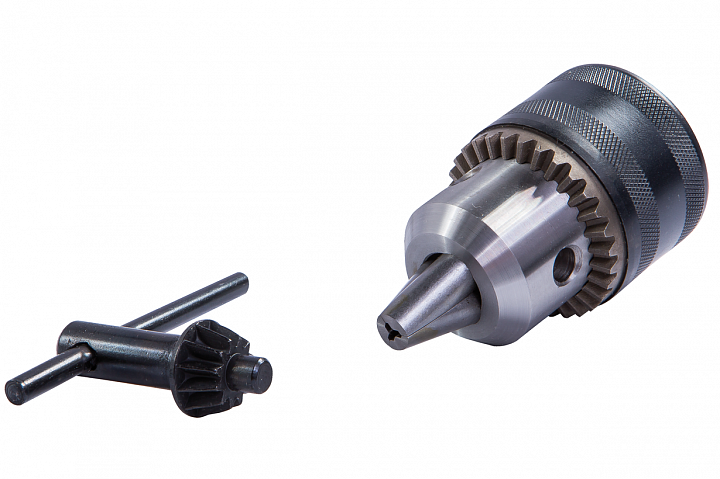 Одновременно с возможностью сверления отверстий различного диаметра, чистоты и точности, с их помощью возможно выполнение многочисленных операций, в соответствии с технологическим процессом обработки поверхностей. Применение этой категории оборудования оптимально, если технологией предусмотрены следующие действия:
Одновременно с возможностью сверления отверстий различного диаметра, чистоты и точности, с их помощью возможно выполнение многочисленных операций, в соответствии с технологическим процессом обработки поверхностей. Применение этой категории оборудования оптимально, если технологией предусмотрены следующие действия:
- просверлить, рассверлить отверстия различных диаметров;
- зенкеровать просверленные отверстия до соответствующих параметров, зенковать необходимые выточки для размещения выступов крепежных деталей;
- развертывать поверхность отверстий в заданных пределах;
- раскатывать отверстия с применением шариковых и роликовых оправок до заданного уровня шероховатости;
- выполнить нарезку внутренней резьбы;
- подрезать (цековать) торцы деталей с целью их выравнивания.
Существуют также другие возможности применения оборудования этой категории.
Рис. 1. Работы, выполняемые на сверлильных станках
1. Работы, выполняемые на сверлильных станках
а – сверление; б – рассверливание; в – зенкерование; г – зенкование; д – развертывание; е – раскатывание; ж – нарезание внутренней резьбы; з – подрезание (цекование) торцов
Инструменты
Для решения поставленных задач разработаны серии специальных инструментов с различными характеристиками и конструктивными решениями режущих поверхностей, кромок, для которых предусматриваются специальные углы резания, длина витка, конфигурация углублений для отвода стружки и пр. В зависимости от выполняемых операций резания, технических качеств обрабатываемых материалов применяются инструменты c соответствующими параметрами:
- сверла различных диаметров;
- развертки;
- зенкеры;
- зенковки;
- метчики и пр.
Для того чтобы получить нужную чистоту и точность обработки существуют специальные приспособления, служащие для:
- крепления инструмента в шпинделе станка;
- размещения и крепления заготовки;
- удерживания крепежных приспособлений на столе станка и т. д.
 д.
д.
Вспомогательные инструменты
Крепление перечисленного выше режущего инструмента в шпинделе станка осуществляется при помощи вспомогательных инструментов:
- переходных сверлильных втулок;
- сверлильных патронов;
- оправок и пр.
В случаях, если размер конуса в шпинделе станка не совпадает с конусом хвостовика инструмента, крепление инструмента осуществляется при помощи переходных конических втулок. При отсутствии на производстве нужного номера втулки, возможно применение нескольких втулок, однако при этом может пострадать точность обработки детали. Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Крепление режущего инструмента с цилиндрическим хвостовиком на сверлильных станках выполняется и с использованием двух- и трехкулачковых сверлильных патронов. В трехкулачковом патроне обойма 3 с гайкой 2 приводится во вращение ключом 4.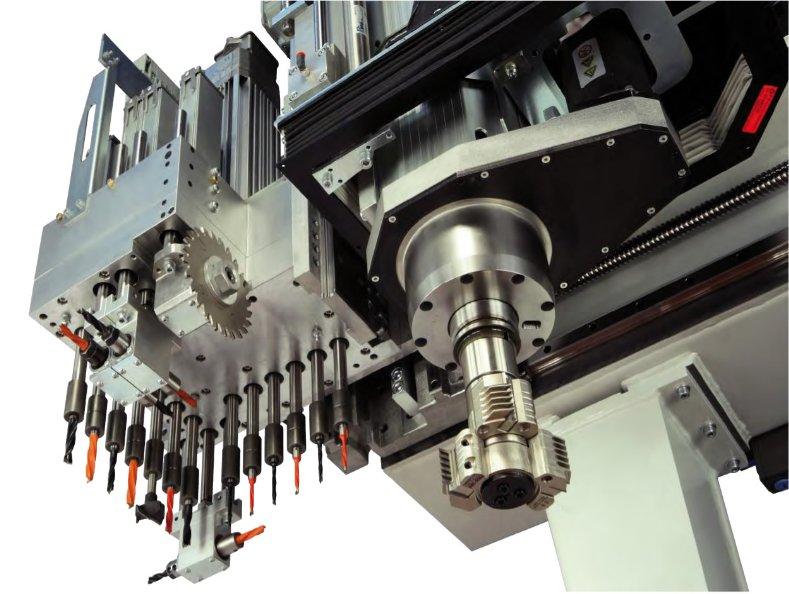 При вращении гайки объединенные ею кулачки 1 смещаются вниз, зажимая хвостовик режущего инструмента. Вращением ключа в обратную сторону кулачки разжимаются, высвобождая инструмент.
При вращении гайки объединенные ею кулачки 1 смещаются вниз, зажимая хвостовик режущего инструмента. Вращением ключа в обратную сторону кулачки разжимаются, высвобождая инструмент.
Рис. 2. Сверлильный патрон для закрепления сверл с цилиндрическим хвостовиком:
А – общий вид патрона с ключом для зажима заготовки; б – устройство патрона; 1 – кулачки; 2 – гайка; 3 – обойма; 4 — ключ
Двухкулачковый патрон содержит кулачки, перемещающиеся по Т-образным пазам в соответствии с вращением ключа и зажимающие хвостовик инструмента. Сверла небольшого диаметра легко закрепляются в цанговых патронах, а для экономии времени удобно воспользоваться быстросъемными патронами для инструментов с коническими хвостовиками, в которые инструмент можно устанавливать и вынимать, не останавливая станка. Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Для того чтобы обеспечить точное совпадение центров отверстий при выполнении нескольких последовательных операций, наиболее целесообразно применение самоустанавливающихся патронов.
Рис. 3. Быстросменный сверлильный патрон (а) и коническая втулка для крепления сверл с цилиндрическими хвостовиками (б):
1 – корпус патрона; 2 – сменная втулка; 3 – шарики; 4 – муфта; 5 – кольцо; 6 — оправка
Нарезка резьбы – операция, требующая максимальной точности. Для того чтобы при ее выполнении были обеспечены точные параметры, метчики крепятся в предохранительных патронах, которые также обеспечивают сохранность инструмента, предохраняя его от поломок. В процессе нарезания резьбы обеспечивается плотное соединение ведущей полумуфты 5 и ведомых полумуфт 2,4. По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.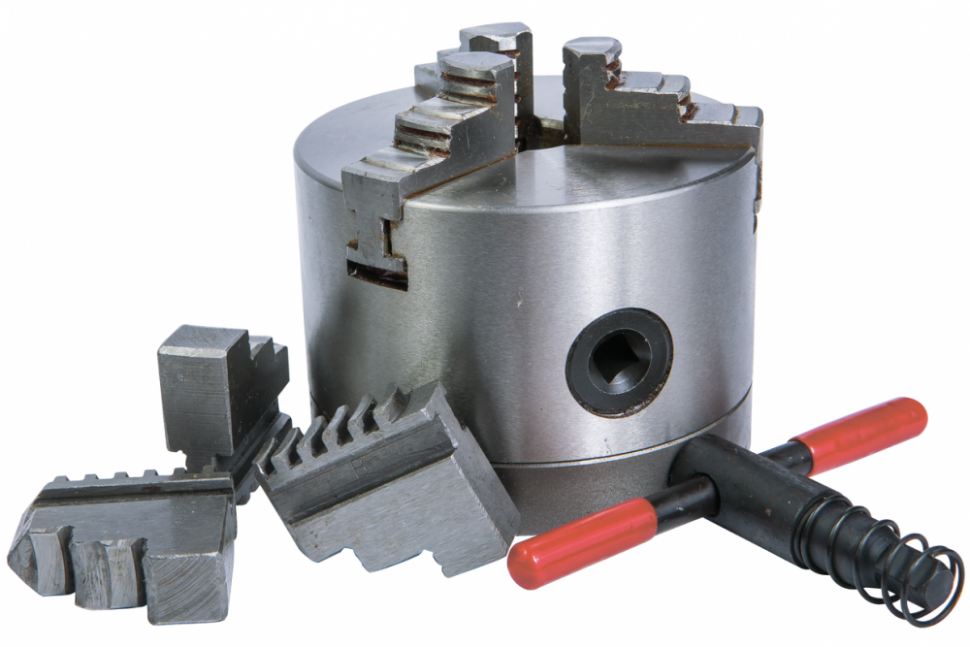
Рис. 4. Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях:
1 – кольцо для крепления метчика; 2, 4 – ведомые полумуфты; 3 – кулачки муфты; 5 – ведущая кулачковая полумуфта; 6 – пружина; 7 – оправка; 8 – гайка регулировочная
При помощи качающихся оправок, применяемых для крепления разверток, удается соблюдать точность центрирования при обработке отверстий. Вопрос удаления основного и вспомогательного инструмента из гнезда шпинделя легко решается – для этого применяются клинья особой формы или эксцентриковые ключи.
|
|
|
Приспособления для крепления заготовок
Важным моментом в металлорезании является установка на станке и крепеж деталей, подлежащих обработке. Детали устанавливаются на специальных приспособлениях, в том числе:
Детали устанавливаются на специальных приспособлениях, в том числе:
- на тисках – машинных, эксцентриковых, винтовых, пневматических;
- призмах;
- угольниках;
- упорах;
- кондукторах.
В зависимости от быстроты и силы крепления, выбираются ручные (на небольших производствах) либо пневматические приспособления, обеспечивающие высокую скорость установки и крепления.
Наиболее приспособленными для быстрой установки заготовок являются тиски действующие на основе рычажно-кулачкового механизма. Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Рис. 7. Быстродействующие машинные тиски с рычажно-кулачковым зажимом: 1 – корпус; 2 – поворотная часть; 3 – неподвижная губка; 4 – винт; 5 – губка; 6 – рукоятка; 7 – эксцентриковый вал; 8 – двойной кулачок; 9 — основание
Кондукторы
Важным приспособлением для точного центрирования осей инструмента и обрабатываемого отверстия являются кондукторы. Кондуктор устанавливается над деталью с небольшим зазором для отвода стружки и крепится на столе станка. В теле кондуктора расположены отверстия, внутри которых размещены кондукторные втулки, выполненные из особо твердых сортов стали, прошедших термообработку (20Х, У10А).
Кондуктор устанавливается над деталью с небольшим зазором для отвода стружки и крепится на столе станка. В теле кондуктора расположены отверстия, внутри которых размещены кондукторные втулки, выполненные из особо твердых сортов стали, прошедших термообработку (20Х, У10А).
Рис. 8. Кондукторные втулки: а — постоянные; б – быстросменные
Постоянные и быстросменные втулки служат для обеспечения точного направления режущей части инструмента в соответствии с заданными параметрами. Существуют специальные требования к расстоянию между деталью и кондуктором, в зависимости от обрабатываемого материала и качества стружки при его обработке. Для деталей из чугуна предполагается зазор 0,3-0,5 от величины диаметра втулки кондуктора. Зазор увеличивается и может достигать размеров диаметра втулки, если в качестве обрабатываемого материала применяется сталь, сплавы меди и алюминия и др.
В конструкции кондуктора предусматриваются корпус и плита, которые, в зависимости от назначения, могут быть:
- Съемными (подлежащими замене при изменении параметров заготовки).
- Подвесными, удобными при работе с многошпиндельными сверлильными головками. Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
- Подъемными, которые передвигаются на скалках, запрессованных в корпус кондуктора, при помощи пневмопривода.
- Поворотными (для удобства снятия и установки каждой последующей детали).
- Постоянными (закрепленными в корпусе кондуктора при помощи крепежных элементов или сварки).
Кондукторы существенно облегчают труд рабочих, отменяя подготовительные работы по разметке и точной переустановке деталей при выполнении операций на оборудовании сверлильной группы, обеспечивая точность направления режущего инструмента. В соответствии с технологией обработки и условиями производства применяются кондукторы различной конструкции, получившие названия:
- поворотных.
- скользящих.
- опрокидываемых.
- накладных.
Наиболее распространенными приспособлениями являются накладные кондукторы, которые накладываются на обрабатываемую деталь и фиксируются при помощи металлических пальцев в положении, обеспечивающем выполнение операции в соответствии с технологической картой. Деталь предварительно фиксируется на рабочем столе при помощи соответствующего приспособления, обеспечивающего центрирование направляющих втулок кондуктора с осями высверливаемых в детали отверстий. Кондукторы этого вида могут крепиться на рабочем столе (закрепляемые), либо устанавливаться на фиксирующих пальцах (незакрепляемые).
Рис. 9. Незакрепляемый накладной кондуктор: 1 и 2 – фиксирующие пальцы; 3 – направляющие втулки; 4 – кондукторная плита; 5 – базовая поверхность приспособления; 6 – отверстия
Поворотная оснастка
Для удобства обработки деталей в соответствии с выбранной технологией применяется соответствующая поворотная и передвижная оснастка, которая существенно облегчает работу, не требуя переустановки деталей для сверления или выполнения других операций по качественной обработке отверстий. В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
- поворотные стойки с горизонтальной осью вращения планшайбы, в которой закрепляются заготовки;
- поворотные столы, вращающиеся вокруг вертикальной оси и расположенные в горизонтальном положении.
Универсальные приспособления
Универсально-сборными приспособлениями (УСП) пользуются при выполнении различных операций по резанию металлов. УСП – специальные приспособления, удерживающие заготовку в положении, необходимом для обеспечения точной обработки деталей. Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Важным устройством, обеспечивающим возможность выполнения нескольких одновременных или последовательных операций на станочном оборудовании, являются многошпиндельные сверлильные головки. Указанные приспособления применяются на крупных производствах, для просверливания отверстий и их последующей обработки, что приводит к реальному ускорению процесса изготовления деталей сложной конфигурации.
Револьверные сверлильные головки могут содержать различное количество шпинделей, оснащенных режущим инструментом в соответствии с технологической программой, предусматривающей последовательное выполнение операций. При этом возможна настройка собственной скорости вращения для каждого шпинделя в отдельности. Кроме того, обеспечивается подача инструмента с определенной скоростью в прямом и обратном направлениях. Такая конструкция головки обеспечивает возможность работы и выполнения запрограммированных операций без переналадки.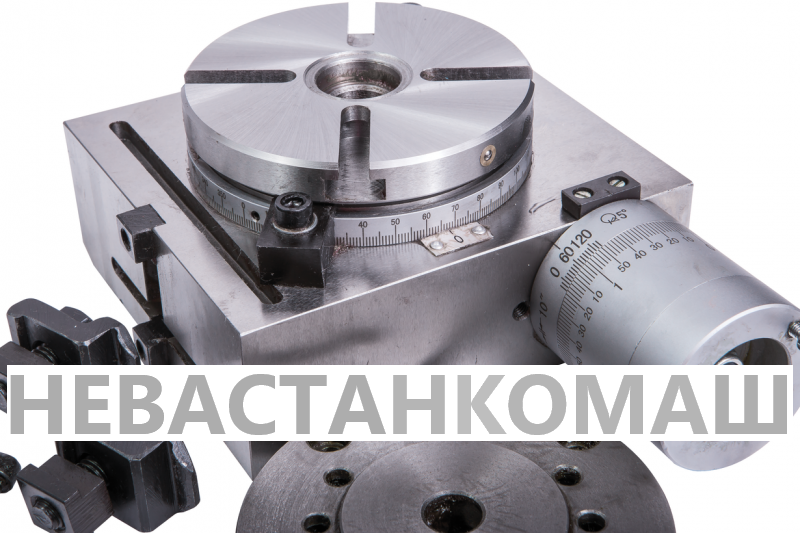 Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Рис. 10. Шестишпиндельная револьверная головка: 1 – фиксатор; 2 – рычаг фиксатора; 3 – ведущая полумуфта; 4 – рычаг муфты; 5 – корпус основной; 6 – стержень; 7, 8 – упорные винты; 9 – рейка; 10 – зубчатое колесо; 11 – коническая зубчатая передача; 12 – храповой механизм; 13 – зубчатый вене; 14 – поворотный корпус; 15 – шпиндель головки
Поворот и подача инструментов, установленных в каждом шпинделе, осуществляется в запрограммированном автоматическом режиме, для этого нет необходимости останавливать оборудования для последующей переналадки. Обслуживание станков с такими сложными приспособлениями требует высокой квалификации станочников и технологов, разрабатывающих технологический процесс резания.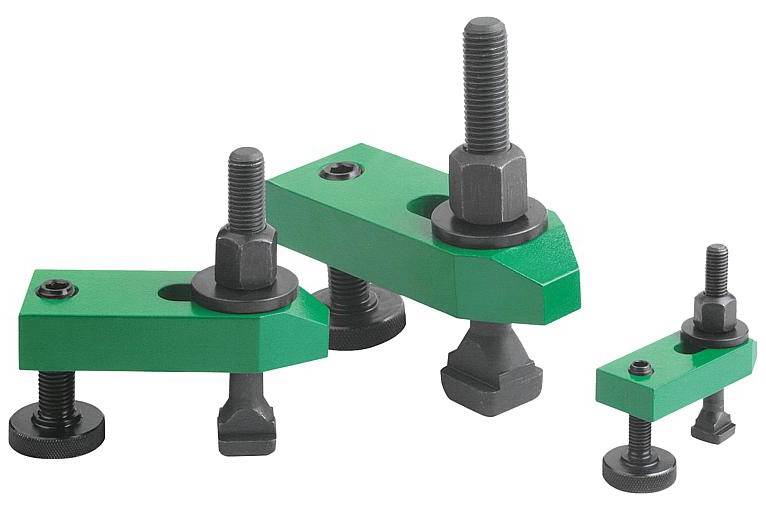 Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Измерительные инструменты
Для проверки качества выполнения работы, использование контрольно-измерительных инструментов является обязательным. Измерения проводятся по различным параметрам, в том числе по глубине обработки, диаметру отверстий, выточек, фасок и т.д. При этом важна точность измерительного инструмента, которая выбирается в соответствии с требуемой точностью и чистотой операции. В качестве контрольно-измерительных инструментов рабочий персонал пользуется линейками, угольниками, нутромерами, штангенциркулями, штангенглубиномерами. Отдельную категорию инструментов для контроля и измерений представляют гладкие и резьбовые калибры.
Линейка может быть цельной, складной и выполненной в виде рулетки с ценой деления 1 мм и точностью измерения около 0,5 мм, с ее помощью измеряются наружные габариты изделий и размеры отдельных наружных элементов.
Точно измерить глубину отверстия (для диаметров от 6 мм) можно с помощью индикаторного и микрометрического нутромеров с ценой деления, соответственно, 0, 01 мм, точностью ±0,15 мм и 0,01 мм при точности ± 0,006мм.
Рис. 11. Нутрометры: а – индикаторный; б – микрометрический
Удобно пользоваться при измерении гладкими и резьбовыми калибрами – бесшкальными измерительными устройствами, изготовленными с высокой точностью по необходимым параметрам. Изготавливаются калибры двусторонними, одна из которых, проходная, применяется для измерения предельных размеров детали и обозначается ПР, другая, непроходная – для измерения наименьших размеров детали, обозначается аббревиатурой НЕ. Примером ПР служат гладкие пробки.
Примером ПР служат гладкие пробки.
Рабочие резьбовые калибры применяются для контроля точности исполнения резьбы и имеют сходные обозначения ПР и НЕ.
Рис. 12. Калибр пробки: а – гладкая предельная; б – резьбовая двусторонняя
Бурение скважин на воду | Буровое оборудование Simco
Геотермальные буровые установки
Обладая более чем 50-летним опытом проектирования и строительства современных геотермальных буровых установок и установок для бурения скважин на воду, компания SIMCO® является оптимальным выбором оборудования и установок для бурения геотермальных скважин. Наши буровые установки разрабатываются специально с учетом потребностей клиентов: сочетание низких эксплуатационных расходов, высокой надежности и усовершенствованных гидравлических систем высокого давления делает наши буровые установки непревзойденными на современном рынке.
Нужна ли вам мощная SIMCO 7000 для высокоэффективного и быстрого геотермального бурения скважин или геотермальных скважин или SIMCO 2800 для более компактного проектирования и простоты обслуживания, вы найдете любую геотермальную буровую установку, которая будет работать на вершине своего класса. и легко выполнить ваши требования к бурению.
и легко выполнить ваши требования к бурению.
Геотермальные буровые установки SIMCO предназначены для обеспечения доступа к участкам с ограниченным доступом и способны бурить скважины с помощью вращательного бурения, погружных молотов и обсадных систем. Наши геотермальные буровые установки, сочетающие в себе мощность и стабильность, также поставляются в комплекте с непревзойденным обслуживанием и поддержкой SIMCO.
Буровые установки для бурения скважин на воду
Универсальные и эффективные буровые установки и оборудование для бурения скважин на воду SIMCO являются оптимальным выбором для широкого спектра работ по бурению скважин на воду. Благодаря более чем 50-летнему опыту проектирования и строительства современных буровых установок на воду, наши современные установки способны бурить водяные скважины и скважины даже в самых твердых породах и граните.
Нужна ли вам мощная SIMCO 7000 для высокоэффективного и быстрого бурения скважин на воду, геотермальных скважин или SIMCO 2800 для более компактного проектирования и простоты обслуживания, вы найдете как лучшие в своем классе буровые установки на воду, так и легко выполнять ваши требования к бурению.
Прочные и надежные буровые установки на воду SIMCO могут использоваться для различных операций, включая шнековое бурение, мокрое роторное бурение, колонковое бурение и бурение с погружным пневмоударником. SIMCO также предоставляет непревзойденный сервис и поддержку.
Общие характеристики
Буровая установка для геотермальных/водяных скважин 7000 | Буровая установка для геотермальных/водяных скважин 2800 | |
Общие возможности(Возможности зависят от условий бурения, размера бурового насоса и размера вспомогательного компрессора) | ||
Мокрое роторное бурение (геотермальное бурение / бурение на воду): | 0–1100 футов с – 12-дюймовой скважиной | 0–400 футов со скважиной – 9 дюймов |
Воздушный роторный станок (геотермальное бурение / бурение на воду): | (Пневмоударник) 0–1100 футов – скважина 12 дюймов | (Пневмоударник) 0–400 футов – скважина 9 дюймов |
Крутящий момент буровой головки: | 2900 футофунтов | 4000 футофунтов |
Об/мин буровой головки: | 0–300 об/мин | 0–200 об/мин |
Откат: | 29 500 фунтов | 12 000 фунтов |
Нажмите вниз: | 15 000 фунтов | 12 000 фунтов |
Основная лебедка | 12 000 фунтов | 4 500 |
Вспомогательная лебедка | 3800 фунтов | 2500 фунтов |
Ход буровой головки – чистый ход: | 24″ | 11 » |
Узнать цену »
О ДЭР | Ресурсы бурового оборудования
Отзыв
«Мы бурили геотермальные скважины во Французском квартале, для чего требовались более глубокие скважины и скважины большего диаметра с предыдущих участков в этом районе. Это было особенно сложно, учитывая, что наша формация была по сути зыбучим песком, и не было места для дополнительного оборудования ни на площадке, ни на улице. Мы дали Дереку Андерсону информацию о целях бурения и условиях пласта, и он точно знал, какое снаряжение нам нужно, а также его эксплуатационные требования. Мы благодарим DER за то, что проект выполняется в рамках бюджета и в срок».
Это было особенно сложно, учитывая, что наша формация была по сути зыбучим песком, и не было места для дополнительного оборудования ни на площадке, ни на улице. Мы дали Дереку Андерсону информацию о целях бурения и условиях пласта, и он точно знал, какое снаряжение нам нужно, а также его эксплуатационные требования. Мы благодарим DER за то, что проект выполняется в рамках бюджета и в срок».
Lane Lawless
Управление продукцией, Rygan Corporation
DER Специализируется на бывшем в употреблении и восстановленном буровом оборудовании
Наш основной источник оборудования и инструментов находится в Северной Америке, и мы отправляем эти комплекты по всему миру.
Благодаря нашей сети новых и восстановленных поставщиков мы можем поставить подходящие буровые долота и скважинные инструменты для вашего применения.
01. Бурение скважин на воду
Мы можем найти и поставить новое и подержанное оборудование, специально используемое для бурения скважин на воду
02. Геотермальное бурение
Геотермальное бурение
Мы работали с такими компаниями, как Rygan Corp, над проектами геотермального бурения.
03. Бурение взрывных скважин
Мы поставляем как вращательные, так и погружные долота, соответствующие потребностям наших клиентов в горнодобывающей промышленности.
04. Бурение в карьерах
Работая напрямую с нашим британским партнером, компанией Ibbotson Drilling Services, мы производим буровые долота с перфоратором и сталь, предназначенные для бурения в карьерах.
05. Геологоразведка
Мы продаем ведущим производителям двухтрубных труб и RC молотов.
06. Бурение нефтяных и газовых скважин
Мы можем не только найти и продать буровые установки и оборудование, но и предоставить консультационные услуги в сложных условиях бурения.
DER — это магазин оборудования и расходных материалов, ориентированный на обслуживание клиентов, ведущий в отрасли, предлагающий и обслуживающий качественные товары от ведущих производителей.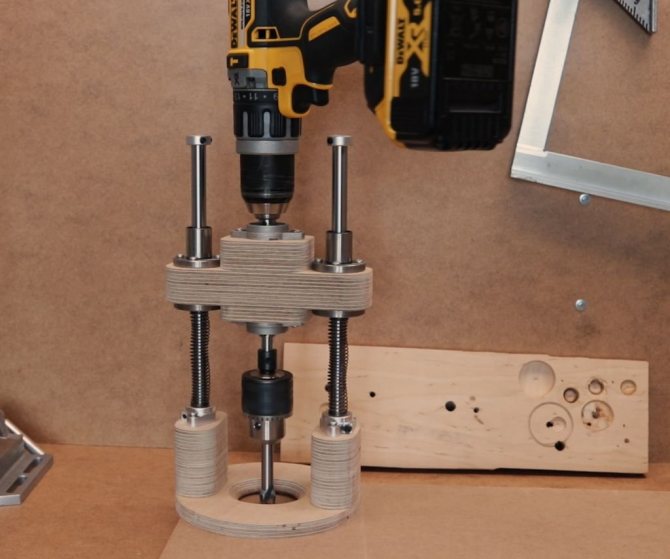 Мы стремимся быть известными на местном и глобальном уровнях за предоставление клиентам лучших ресурсов и решений как в бурении, так и в строительстве.
Мы стремимся быть известными на местном и глобальном уровнях за предоставление клиентам лучших ресурсов и решений как в бурении, так и в строительстве.
Мы ценим приверженность обслуживанию клиентов, доверие, ответственность, страсть, качество, командную работу, лидерство, непрерывное обучение, знания.
Компания «Ресурсы бурового оборудования» была основана в 2008 году для решения общей проблемы буровой отрасли: доступ к новому и подержанному оборудованию. Наш владелец, Дерек Андерсон, бывший инженер и продавец Ingersoll-Rand со степенью магистра машиностроения и бакалавром бизнеса. Дерек посвятил свою жизнь решению проблем бурильщиков во всех отраслях. Это видение привело к тому, что ресурс бурового оборудования превратился в то, что гласит наш девиз: «Ваш ресурс для всего, что связано с бурением». Благодаря опыту Дерека и поддержке специальной команды DER мы расширили наши услуги, чтобы охватить потребности во всех аспектах буровой отрасли. Мы сохраняем наши цены максимально доступными и прозрачными, потому что мы хотим, чтобы покупка предметов первой необходимости для бурения была максимально комфортной. Не верите нам? Ознакомьтесь с буровой продукцией на нашем веб-сайте и ознакомьтесь с нашими ценами на буровой раствор. Мир меняется, и буровая отрасль должна меняться вместе с ним. Мы знаем, что купить продукцию для бурения в Интернете можно так же просто, как «Нажми, отправь, просверли». Если интернет-магазины вам не по душе, зайдите на склад и заберите товары прямо с полки.
Не верите нам? Ознакомьтесь с буровой продукцией на нашем веб-сайте и ознакомьтесь с нашими ценами на буровой раствор. Мир меняется, и буровая отрасль должна меняться вместе с ним. Мы знаем, что купить продукцию для бурения в Интернете можно так же просто, как «Нажми, отправь, просверли». Если интернет-магазины вам не по душе, зайдите на склад и заберите товары прямо с полки.
Помимо оборудования и продукции, мы предоставляем три основные услуги. Мы предлагаем консультации бурильщикам по всему миру, которые сталкиваются со сложными условиями бурения в любых пластах. Нужно продать оборудование? Ресурсы бурового оборудования предлагают услуги листинга на нескольких платформах. Наконец, мы предлагаем мобильные услуги и выездные услуги клиентам в радиусе 100 миль от Талсы, штат Оклахома. Мы не боимся замарать руки, чтобы избавить вашу буровую бригаду от простоев. Но мы не останавливаемся на достигнутом. Всякий раз, когда мы видим потребность, мы расширяемся, чтобы удовлетворить ее. Бурильщики много работают и носят много разных обязанностей, и мы готовы помочь вам на каждом этапе пути.
Бурильщики много работают и носят много разных обязанностей, и мы готовы помочь вам на каждом этапе пути.
Компания Drilling Equipment Resources находится в семейном владении и управлении, и наши члены с гордостью базируются в Оклахоме и Техасе.
Кэти Андерсон
Вице-президент
Кэти Андерсон — наш вице-президент. Она управляет всеми офисными операциями и обеспечивает необходимое руководство и управление действиями компании. У нее есть опыт административной работы и страсть к малому бизнесу. В дополнение к ее управленческим навыкам, она имеет большой опыт в производстве.
В будущем Кэти планирует, чтобы DER производила собственную продукцию и следила за обеспечением качества на каждом этапе процесса. Ищите в будущем комплекты буровых насосов и гидравлические силовые агрегаты!
Фейсбук
Твиттер
Дрибббл
Беханс
Стефани Летчер
Администрация
Стефани — наш помощник по административным вопросам и графический дизайнер. У нее художественное образование, и она умеет делать красивыми даже буровые установки и детали. Наряду со многими вещами, которые она делает в офисе, она является нашим фотографом и разрабатывает наши наглядные пособия. Она также помогает в управлении социальными сетями, маркетинге и рекламе.
У нее художественное образование, и она умеет делать красивыми даже буровые установки и детали. Наряду со многими вещами, которые она делает в офисе, она является нашим фотографом и разрабатывает наши наглядные пособия. Она также помогает в управлении социальными сетями, маркетинге и рекламе.
Фейсбук
Твиттер
Дрибббл
Беханс
Логан
Логистика
Логан управляет запасами и является координатором логистики для всех исходящих и входящих поставок. Логан имеет степень бакалавра маркетинга в НГУ и помогает в разработке рыночных стратегий и обновлений в социальных сетях. Он также управляет складской логистикой, управляет машинами для прорыва и предоставляет рабочую силу, когда это необходимо. Уравновешенное отношение Логана сделало его отличным специалистом по многозадачности, планировщиком и контактным лицом для наших клиентов и транспортных компаний. Его аналитические способности и широкий спектр талантов являются незаменимым активом для компании!
Фейсбук
Твиттер
Дрибббл
Беханс
Билли Спенс
Член группы
Билли Спенс имеет 20-летний опыт бурения скважин на воду в Техасе, Луизиане, Оклахоме и Колорадо. Теперь он наш опытный продавец колодцев в Техасе. Опыт Билли в области бурения охватывает широкий спектр методов и областей применения: вращательное бурение с буровым раствором и ультразвуковое бурение с помощью пневматического бурения. Имеет опыт бурения как неглубоких скважин, так и скважин глубиной до 3500 футов. Он пробурил и обслуживал как жилые, так и коммерческие скважины на воду, а также несколько неглубоких нефтяных скважин.
Теперь он наш опытный продавец колодцев в Техасе. Опыт Билли в области бурения охватывает широкий спектр методов и областей применения: вращательное бурение с буровым раствором и ультразвуковое бурение с помощью пневматического бурения. Имеет опыт бурения как неглубоких скважин, так и скважин глубиной до 3500 футов. Он пробурил и обслуживал как жилые, так и коммерческие скважины на воду, а также несколько неглубоких нефтяных скважин.
Фейсбук
Твиттер
Дрибббл
Беханс
Тейлор Колдуэлл
Администрация
Тейлор имеет большой опыт в области продаж, финансов,
управление, администрирование и маркетинг. Она дотошный организатор и поддерживает эффективную и бесперебойную работу офиса. Она также является личным помощником нашего президента и координирует общение с клиентами и отслеживание поставок.
Фейсбук
Твиттер
Дрибббл
Беханс
Эрих Макклейн
Региональные продажи
Эрих Макклейн — наш продавец в южной части Техаса. Он работал с газовыми турбинами GE в течение двух десятилетий и знает отрасль вдоль и поперек. В 2014 году Эрих основал собственную компанию. В качестве вице-президента по операциям он был менеджером компании и главой отдела продаж. В дополнение к своему опыту и
Он работал с газовыми турбинами GE в течение двух десятилетий и знает отрасль вдоль и поперек. В 2014 году Эрих основал собственную компанию. В качестве вице-президента по операциям он был менеджером компании и главой отдела продаж. В дополнение к своему опыту и
знания, Эрих привносит в DER и его клиентов свои обширные отраслевые связи и свое отношение
честность. Мы гордимся тем, что Эрих представляет DER в составе нашей команды.
Фейсбук
Твиттер
Дрибббл
Беханс
«Наша цель — найти подходящее оборудование для вашего проекта».
Дерек Андерсон, Президент
Дерек Андерсон, Президент компании Drilling Equipment Resources, имеет обширный опыт работы в сфере бурения. Он начал свою карьеру в качестве инженера-конструктора в Ingersoll-Rand после получения степени бакалавра машиностроения в Университете Пердью в 19 году.95. За время своей карьеры в Ingersoll он реализовал проектные проекты и внедрил новые продукты на рынок бурения глубоких скважин как для скважин на воду, так и для неглубоких нефтегазовых месторождений. Он также работал в секторе крупных открытых горных работ и на рынке бурения с поверхности, предлагая новые продукты и запуская новые платформы. В своей инженерной карьере он занимал несколько руководящих должностей. После получения степени магистра делового администрирования Техасского университета в Остине в 2002 году Дерек занимал несколько должностей в области международного маркетинга и продаж. С 2012 года Дерек сосредоточил свои усилия на постоянных отношениях с несколькими компаниями в качестве консультационный ресурс. Он превратил ресурсы бурового оборудования в главный ресурс для консультационных услуг и решений по оборудованию для клиентов во всем мире. Его цель состоит в том, чтобы понять проекты клиентов и предоставить индивидуальные решения для комплектов буровых установок, оборудования, компонентов бурильной колонны и расходных материалов, которые специфичны для их нужд.
Он также работал в секторе крупных открытых горных работ и на рынке бурения с поверхности, предлагая новые продукты и запуская новые платформы. В своей инженерной карьере он занимал несколько руководящих должностей. После получения степени магистра делового администрирования Техасского университета в Остине в 2002 году Дерек занимал несколько должностей в области международного маркетинга и продаж. С 2012 года Дерек сосредоточил свои усилия на постоянных отношениях с несколькими компаниями в качестве консультационный ресурс. Он превратил ресурсы бурового оборудования в главный ресурс для консультационных услуг и решений по оборудованию для клиентов во всем мире. Его цель состоит в том, чтобы понять проекты клиентов и предоставить индивидуальные решения для комплектов буровых установок, оборудования, компонентов бурильной колонны и расходных материалов, которые специфичны для их нужд.
Мой опыт. Ваш успех.
23.10.2017
Ресурсы по буровому оборудованию
За последние несколько лет, даже до своего ухода из Atlas Copco, он расширил ресурсы по буровому оборудованию, чтобы они стали главным источником консультационных услуг и решений в области оборудования для клиентов. по всему миру.
по всему миру.
Его цель — понять проекты клиентов и предоставить индивидуальные решения для комплектов буровых установок, оборудования, компонентов бурильной колонны и расходных материалов, которые соответствуют их потребностям.
25.10.2013
Консалтинг
Сосредоточил свои усилия на постоянных отношениях с несколькими компаниями в качестве консультационного ресурса.
23.10.2004
Менеджер по развитию бизнеса
Atlas Copco купила буровой бизнес Ingersoll-Rand, и Дерек продолжил успешную карьеру в качестве менеджера по развитию бизнеса в мелководной нефтегазовой отрасли до своего ухода в 2012 году.
2002 -10-23
Международный маркетинг и продажи
2002-10-20
Университет Техаса по адресу: Austin
Магистр делового администрирования
1995-10-23
Инженер дизайна
Engersoll
Завершенные проектные проекты
завершены New внедрение продуктов в основном на рынок глубокого бурения как для водяных скважин, так и для неглубоких нефтегазовых приложений.