Содержание
ГОСТ 9467-75 стандарт, статус на 2018 год
Стали
Стандарты
Всего стандартов
Статус на 2023 год
Действует
| Замененный | ГОСТ 9467-60 |
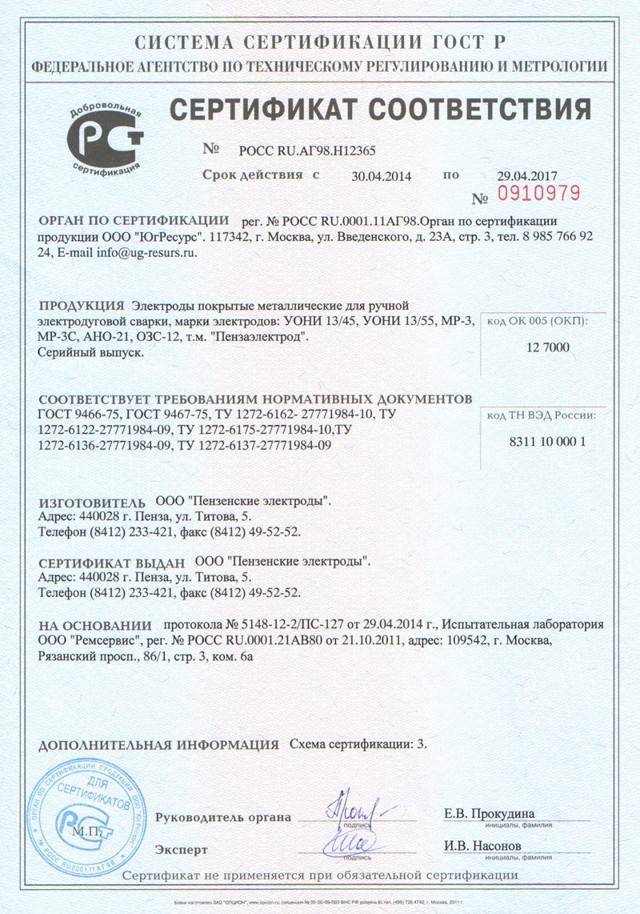
Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных теплоустойчивых сталей.
Электроды должны изготавливаться следующих типов:
- Э38, 342, Э46 и Э50 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кге/мм2;
- Э42А, Э46А и Э50Л — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кге/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
- Э55 и Э60 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кге/мм2;
- Э70, Э85, ЭКЮ, 3125, Э150 — для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кге/мм2;
- Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ.
 Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
 Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Механические свойства электродов по стандарту ГОСТ 9467-75
|
Тип электрода |
Механические свойства при нормальной температуре |
Содержание в наплавленном металле, % | |||||
|
металла шва или наплавленного металла |
сварного соединения, выполненного электродами диаметром менее 3 мм | ||||||
|
Временное сопротивление разрыву, кгс/мм2, min |
Относительное удлинение, %, min |
Ударная вязкость, кгс/ м/см2, min |
Временное сопротивление разрыву, кгс/мм2, min |
Угол загиба, град. |
серы, max |
фосфора, max | |
|
Э38 |
38 |
14 |
3 |
38 |
60 |
0,040 |
0,045 |
|
Э42 |
42 |
18 |
8 |
42 |
150 |
0,040 |
0,045 |
|
Э46 |
46 |
18 |
8 |
46 |
150 |
0,040 |
0,045 |
|
Э50 |
50 |
16 |
7 |
50 |
120 |
0,040 |
0,045 |
|
Э42А |
42 |
22 |
15 |
42 |
180 |
0,030 |
0,035 |
|
Э46А |
46 |
22 |
14 |
46 |
180 |
0,030 |
0,035 |
|
Э50А |
50 |
20 |
13 |
50 |
150 |
0,030 |
0,035 |
|
Э55 |
55 |
20 |
12 |
55 |
150 |
0,030 |
0,035 |
|
Э60 |
60 |
18 |
10 |
60 |
120 |
0,030 |
0,035 |
|
Э70 |
70 |
14 |
6 |
- |
- |
0,030 |
0,035 |
|
Э85 |
85 |
12 |
5 |
- |
- |
0,030 |
0,035 |
|
Э100 |
100 |
10 |
5 |
- |
- |
0,030 |
0,035 |
|
Э125 |
125 |
8 |
4 |
- |
- |
0,030 |
0,035 |
|
Э150 |
150 |
6 |
4 |
- |
- |
0,030 |
0,035 |
Примечания:
- Для электродов типов Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60 приведенные в таблице значения механических свойств установлены ятя металла шва, наплавленного металла и сварного соединения в состоянии после сварки (без термической обработки). Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки ятя электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
- Для электродов типов Э70, Э85, Э100, Э125 и Э150 приведенные в таблице значения механических свойств установлены для металла шва и наплавленного металла после термической обработки но режимам, регламентированным стандартами или техническими условиями на электроды конкретных марок. Механические свойства металла шва и наплавленного металла в состоянии после сварки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
- Показатели механических свойств сварных соединений, выполненных электродами типов Э70, Э85, Э100, Э125, Э150 диаметром менее 3 мм должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
 Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки ятя электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки ятя электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
Полный текст ГОСТ 9467-75 в прикрепленном pdf-файле.
Скачать ГОСТ 9467-75
gost-9467-75.pdf
×
Отмена
Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена
Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Э42А УОНИ-13/45
Главная \ Номенклатура \ ЭЛЕКТРОДЫ \ Электроды Судиславского Электродного завода «РОТЕКС» \ Э42А УОНИ-13/45
Электроды для сварки углеродистых и низколегированных сталей → Тип Э42А
|
ГОСТ 9466-75
ГОСТ 9467-75
ТУ 1272-001-50133500-2003 |
AWS:E6015
DIN 1913-E4343B10
EN 499:Е383В10 |
Э42А-УОНИ-13/45- Ø -УД
Е412(5)-Б20 |
Основное назначение электрода
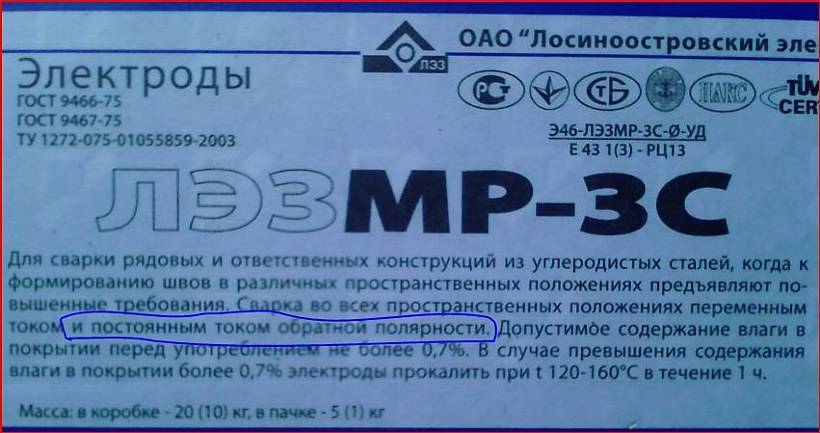
Электроды марки УОНИ-13/45 предназначены для ручной дуговой сварки особо ответственных конструкций из углеродистых сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости.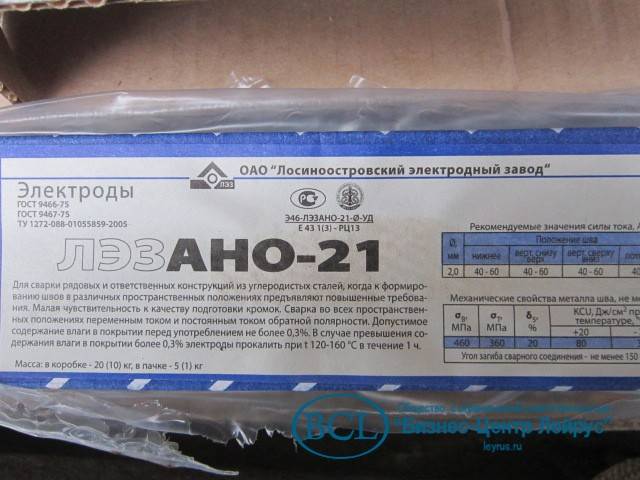 Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Рекомендуемое значение тока (А)
|
Диаметр, мм |
Положение шва | ||
|
нижнее |
вертикальное |
потолочное | |
|
2.5 |
70-90 |
60-80 |
60-80 |
|
3.0 |
100-130 |
90-120 |
90-120 |
|
4. |
130-180 |
120-160 |
120-160 |
|
5.0 |
170-210 |
160-210 |
|
 0
0Характеристики плавления электродов Э42А
|
Коэффициент наплавки, г/Ач |
9,0 |
|
Расход электродов на 1 кг наплавленного металла, кг |
1,6 |
Основные характеристики металла шва и наплавленного металла.
Механические свойства металла шва, не менее
|
Временное сопротивление разрыву, МПа |
420 |
|
Относительное удлинение, % |
22 |
|
Ударная вязкость, Дж/см 2, при температуре +20°С |
150 |
|
-40°С |
35 |
Химический состав наплавленного металла, %
|
Углерод, не более |
0,12 |
|
Марганец |
0,35-0,65 |
|
Кремний |
0,2-0,3 |
|
Сера, не более |
0,03 |
|
Фосфор, не более |
0,030 |
Время последней модификации
1272155631
описание, характеристики, применение и отзывы
Электроды Э46 относятся к группе плавящихся материалов, которые применяются для сварки углеродистых, а также низколегированных сталей. Содержание углерода в таком материале не более 0,25%. Низколегированная сталь характеризуется тем, что ее временное сопротивление растяжению составляет 590 МПа.
Содержание углерода в таком материале не более 0,25%. Низколегированная сталь характеризуется тем, что ее временное сопротивление растяжению составляет 590 МПа.
Общие сведения об электродах
Существует несколько параметров, по которым можно отличить электроды разных марок. Наиболее важными являются свойства, относящиеся к механическим свойствам металла шва, а также к общему соединению сваркой. К этим свойствам относятся следующие: прочность соединения, угол изгиба соединения, временное сопротивление разрыву и удлинение. Учитывая эти характеристики и опираясь на ГОСТ 9467-75, они делятся на несколько разновидностей.
Электроды Э46, Э50, Э38, Э42 — относятся к группе, которая применяется для сварки сталей с временным сопротивлением до 490 МПа. Важно отметить, что две цифры, идущие после буквы «Е», — это числовая характеристика, соответствующая минимальному временному сопротивлению металла шва или сварного соединения. Измеряется в кгс/мм 2 .
Параметры сварочных электродов
Электроды Э46, как указывалось ранее, предназначены для соединения конструкций сопротивлением до 490 МПа. А вот марки Э42А, Э46А и Э50А применяют для тех же сталей, но только в том случае, если от качества шва требуется повышенная ударная вязкость или относительное удлинение.
Важно отметить, что все эти расходные материалы, в том числе и электроды Э46, характеризуются еще одним отличительным качеством. Все материалы, относящиеся к этой группе, обладают сварочно-технологическими свойствами. Кроме того, вы можете использовать сварочный аппарат с элементами из этой группы при любом положении сварочного аппарата. Также важно отметить, что характер сварочного тока, производительность процесса, склонность к порообразованию и, в некоторых случаях, содержание водорода в металле шва никак не влияют на использование расходуемого материала. . Электроды Э46 и другие марки этой группы могут эксплуатироваться с любым из перечисленных индикаторов.
Рутиловое покрытие электрода
Элементом, составляющим внешнюю оболочку электродов, стал рутиловый концентрат. Это вещество представляет собой природный диоксид титана. К этой категории относятся электроды типа Э46 и Э42. Отличительная особенность работы с такими расходными материалами: металл шва, полученный после сварки, будет соответствовать классу спокойной или полугладкой стали. Еще одним показателем качества будет тот факт, что стойкость металла шва к образованию трещин после сварки электродом с рутиловым покрытием будет выше, чем, например, после сварки элементами, имеющими кислотное покрытие.
Преимущества элементов
Электроды марки Э46, относящиеся к рутилгруппе, имеют ряд преимуществ по сравнению с другими марками. К таким положительным качествам можно отнести обеспечение более стабильного и постоянного горения дуги у сварочного аппарата при его работе на переменном токе. Еще одним преимуществом является небольшая потеря металла при распылении материала. Еще одним плюсом электрода Э46 по ГОСТ 9467-75 является легкое отделение шлаковой корки, а также хорошее формирование самого шва.
Еще одним плюсом электрода Э46 по ГОСТ 9467-75 является легкое отделение шлаковой корки, а также хорошее формирование самого шва.
К положительным факторам применения данного брандэлемента можно отнести слабую склонность к образованию пор при различной длине дуги, при выполнении сварочных работ с влажным и ржавым металлом, а также при работе с окисленной поверхностью.
Здесь стоит отметить, что существует еще одна группа электродов, к которой можно отнести и Э46, так как они очень близки по своим качествам к рутиловым. Категория этих расходных материалов имеет ильменитовое покрытие и занимает промежуточное положение между кислотным и рутиловым покрытием. Основным веществом, из которого состоит верхний слой электрода этой категории, является ильменитовый концентрат, представляющий собой природное соединение титана и диоксида железа.
Особенности применения Э46
Наиболее качественные электроды Э46 диаметром 2,5 мм, 4 мм и другие, экспонат для сварки низколегированных сталей. Вот какие преимущества может дать это приложение:
Вот какие преимущества может дать это приложение:
- Первая отличительная черта — высокая производительность. Есть возможность выполнять сварочные работы с зазором, но для этого необходимо использовать минимальный рабочий ток.
- Элементы Е46 и другие из этой категории характеризуются высокими показателями санитарно-гигиенических норм, так как выбросы от работы с этими расходными материалами в атмосферу незначительны.
- Е46 не требователен к качеству рабочей поверхности. Благодаря этому его можно использовать для сварки загрязненных, ржавых или даже влажных сталей.
- Использование этой маркировки также возможно при работе со средними и большими заготовками.
- Для работы с такими электродами не нужны специальные сварочные аппараты, достаточно и обычных, которые работают от розетки.
Область применения E46
Перед началом использования электродов этой марки их лучше всего прокалить в течение 1 часа.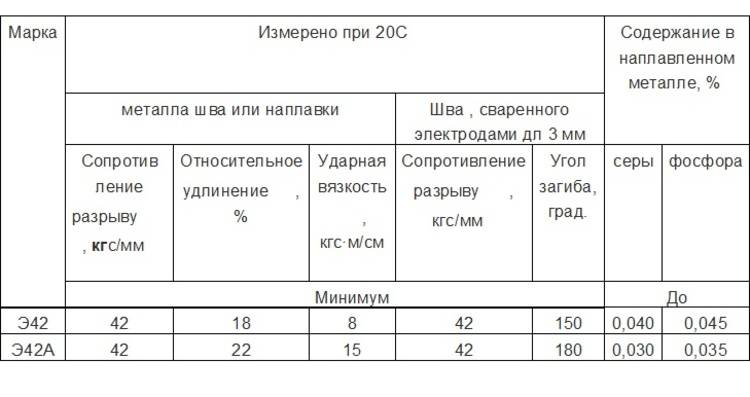 При работе с такими расходными материалами рекомендуется поддерживать среднюю или высокую частоту дуги, чтобы обеспечить высокое качество сварного шва по всей его длине. Использование этих элементов осуществляется при любом пространственном положении. Они прекрасно себя показывают как при работе с постоянным, так и с переменным током.
При работе с такими расходными материалами рекомендуется поддерживать среднюю или высокую частоту дуги, чтобы обеспечить высокое качество сварного шва по всей его длине. Использование этих элементов осуществляется при любом пространственном положении. Они прекрасно себя показывают как при работе с постоянным, так и с переменным током.
Область применения этого электрода велика. Он используется практически во всех отраслях промышленности. Это и машиностроение, и судостроение, и химическая промышленность, и комбинирование металлоконструкций.
Маркировка расходных материалов
Один из самых распространенных видов этого расходуемого электрода Э46 диаметром 4 мм. Для того чтобы понять, какие элементы подходят для соединения низколегированных и углеродистых сталей, необходимо знать маркировку. Буква Э – это индекс, указывающий на то, что электрод следует использовать для ручной дуговой сварки или наплавки. Существует небольшой подкласс расходных материалов с литерой А. Наличие этого индекса свидетельствует о том, что шов, полученный при сварке этим электродом, будет обладать такими улучшенными свойствами, как улучшенная пластичность и более высокая ударная вязкость.
Наличие этого индекса свидетельствует о том, что шов, полученный при сварке этим электродом, будет обладать такими улучшенными свойствами, как улучшенная пластичность и более высокая ударная вязкость.
Э46А и обратная связь
Электрод Э46 с улучшенными свойствами имеет маркировку Е46А. Данный вид расходных материалов относится к категории имеющих основное покрытие. Основными элементами, покрывающими электроды, являются карбонаты и фторидные соединения. Металл, который подвергается сварке этим типом электрода, будет соответствовать спокойному типу получаемого шва. Благодаря тому, что газосодержание очень низкое, состав неметаллических примесей также минимален.
Сварочные швы, выполненные электродами, обладают высокими показателями пластичности и ударной вязкости при нормальных и пониженных температурах. Шов будет иметь более высокую стойкость к образованию горячих трещин. Однако стоит отметить, что по технологическим характеристикам они уступают другим типам.