Содержание
Электроды Э42: ГОСТ, технические характеристики, аналоги
Электросварка на сегодня — самый популярный способ создания неразъемных соединений металлических деталей и конструкций. Существует много различных методов сварки и предназначенного для них оборудования. Наиболее простым в использовании и доступным по стоимости является метод ручной сварки плавящимся электродом. Их производители предлагают на рынке множество типов изделий, сотни различных марок и диаметров. Электроды типа Э42 популярны как среди начинающих сварщиков, так и среди профессионалов. Они отличаются отличным соотношением «цена/качество».
Электроды Э42
Содержание
Технические характеристики
Электроды Э42 предназначены для сварки как постоянным, так и переменным током. Они могут иметь как кислое, так и рутиловое напыление. Флюсовая обмазка, сгорая в пламени электродуги, выделяет защитные газы, препятствующие доступу кислорода воздуха к сварочной ванне. Она также способствует повышению стабильности горения дуги и доставляет в рабочую зону легирующие присадки. При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.
При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.
Сварка электродами
По своему химическому составу электроды Э42 относятся к группе обычных и содержат следующие элементы:
- С — 0,08%;
- Mn7%;
- Si1%;
- S035%;
- P035%.
Электроды обладают следующими физико-механическими и рабочими характеристиками:
- Сопротивление на разрыв — 420 мпа.
- Длина при диаметре 4 миллиметра — 45 см.
- Диапазон сварочных температур: -20 °С — +20 °С.
- Расход на 1 кг шва — 1,6 кг электрода.
- Ударная вязкость шовного материала -150 Дж/см2.
- Относительное удлинение шва — до 22%.
- Диапазон диаметров — от 4 до 12 мм.
Указанные параметры достигаются при условии соблюдения технологии сварочных работ и режимов сварки.
Аналоги электродов Э42
Область применения
Электроды типа Э42 различных диаметров широко применяются для сварки конструкционных низко углеродистых сталей. Кроме того, ими можно варить и легированные сплавы 14Г2 и 09Г2.
Они популярны как среди домашних мастеров, так и при монтаже индустриальных металлических конструкций.
Кроме того, ГОСТ допускает их применение для сварки тонкостенных труб и резервуаров низкого давления.
Сварка нержавейки
Существуют следующие ограничения по применению:
- Не подходят, если дуговая сварка выполняется в вертикальном положении (сверху вниз).
- Не подходят для применения по нержавейке, по меди и другим цветным металлам.
- Несовместимы с высоколегированными сталями.
- Не подойдут для чугуна.
Скачать ГОСТ 9467-75
Кроме того, недопустимо пытаться варить отсыревшими электродами.
Отличительные особенности и специфика применения
Тип Э42 представляет собой универсальное изделие массового применения. Однако для него можно отметить некоторые особенности электродов Э42:
Однако для него можно отметить некоторые особенности электродов Э42:
- Получаемое в результате применения сварное соединение выходит прочным и пластичным, обладает высокой стойкостью к нагрузкам на излом.
- Образующаяся корка шлака легко отделяется от шовного материала.
- Соединение отличается высокой однородностью структуры, низкой пористостью и отсутствием каверн.
- Изделие не требует высокой квалификации и наработки опыта для успешного применения, достаточно точно соблюдать режимы сварки и технологию выполнения шва.
- Легкий розжиг дуги.
- Низкий расход материала на килограмм шва.
- Широкий ассортимент флюсовых обмазок.
- Широкий выбор диаметров – до 12 мм.
- Отличное соотношение цена/качество и цена/функциональность.
Электроды небольших диаметров успешно применяют для сварки конструкций в домашних условиях, как инверторным сварочным аппаратом, так и устаревшими громоздкими сварочными трансформаторами и выпрямителями. При соблюдении заданного расстояния от кончика стержня до детали броски напряжения в сети оказывают незначительное влияние на стабильность дуги.
При соблюдении заданного расстояния от кончика стержня до детали броски напряжения в сети оказывают незначительное влияние на стабильность дуги.
Электроды Э42 диаметр 5,0 мм
Диаметры 6-12 мм применяются в основном в промышленных условиях, вместе с профессиональными высокопроизводительными сварочными постами, развивающими рабочий ток до 600-800 ампер. Электроды Э42 диаметром 8 мм позволяют сваривать детали толщиной свыше 8 мм за один проход, что делает их конкурентоспособными по производительности с полуавтоматическими аппаратами, использующими сварочную проволоку.
Э42 не рекомендованы для работы по высоколегированным сплавам, по нержавейке, по цветным сплавам, по чугуну.
Ограничения по применению
Существуют и ограничения по применению. Главное из них — непригодность электрода для выполнения вертикальных соединений в направлении «сверху вниз», особенно больших диаметров. На это указывает цифра «2» в обозначении типа. При вертикальном перемещении сварочной ванны часть расплавленного металла будет затекать в пространство не проваренного шва. Чем больше диаметр электрода, тем больше будет масса сварной ванны и тем проще расплаву преодолеть силы поверхностного натяжения и стечь вниз.
Чем больше диаметр электрода, тем больше будет масса сварной ванны и тем проще расплаву преодолеть силы поверхностного натяжения и стечь вниз.
Также электроды данного типа непригодны для сваривания нержавеющих и высоколегированных сталей, чугунов и сплавов цветных металлов.
Важно также правильно подбирать электрод по диаметру, исходя из толщины свариваемых заготовок.
Кроме того, недопустимо пытаться варить отсыревшими электродами. Покрытие в таких условиях становится проводником, разжечь дугу будет очень сложно. Шовный материал будет впитывать водород, и образовывать нежелательные поры. Поддержание стабильной дуги также будет затруднено частыми залипаниями электрода.
Металл шва или наплавка
Наплавка — это сварочная операция, в ходе которой наносят слой металлического расплава (его называют присадочным материалом) на внутреннюю или внешнюю поверхность детали. Наплавку выполняют с целью:
Наплавку выполняют с целью:
- восстановить первоначальные размеры изношенной детали;
- довести размеры до проектных при изготовлении детали обнаружении устранимого брака;
- создать покрытие одного металла слоем другого, в целях повышения коррозионной стойкости или придания специальных физических или химических свойств;
- упрочнить поверхностный слой.
Наплавка
Электрод ведут по поверхности детали в заданном месте. Верхний слой металла детали плавится, и вместе с металлом электрода образует слой наплавки. При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца.
 Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин. - Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.
 Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Требования ГОСТ
Требования к электродам типа Э42 изложены в ГОСТ-9567-75-Э42. В нем определены такие параметры, как линейные размеры стержня и покрытия, ряд диаметров, вес, расход материала на 1 кг шва, ударная вязкость шва и относительное удлинение, перечисленные в начале статьи.
Кроме того, в ГОСТ 9467-75-Э42А выдвинуты повышенные требования к шовному материалу, прежде всего к ударной вязкости и относительному удлинению. К временному сопротивлению на разрыв повышенные требования не выдвигаются, ряд диаметров также остается без изменений. Таким образом, шов с применением типа Э42А получится столь же прочным, но более тягучим и гибким. Повышены также требования к процентной доле серы, фосфора и их соединений.
Таким образом, шов с применением типа Э42А получится столь же прочным, но более тягучим и гибким. Повышены также требования к процентной доле серы, фосфора и их соединений.
ГОСТ 9467-75 стандарт, статус на 2018 год
Стали
Стандарты
Всего стандартов
Статус на 2022 год
Действует
| Замененный | ГОСТ 9467-60 |
Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных теплоустойчивых сталей.
Электроды должны изготавливаться следующих типов:
- Э38, 342, Э46 и Э50 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кге/мм2;
- Э42А, Э46А и Э50Л — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кге/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
- Э55 и Э60 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кге/мм2;
- Э70, Э85, ЭКЮ, 3125, Э150 — для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кге/мм2;
- Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ. Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Механические свойства электродов по стандарту ГОСТ 9467-75
|
Тип электрода |
Механические свойства при нормальной температуре |
Содержание в наплавленном металле, % | |||||
|
металла шва или наплавленного металла |
сварного соединения, выполненного электродами диаметром менее 3 мм | ||||||
|
Временное сопротивление разрыву, кгс/мм2, min |
Относительное удлинение, %, min |
Ударная вязкость, кгс/ м/см2, min |
Временное сопротивление разрыву, кгс/мм2, min |
Угол загиба, град.  , min , min
|
серы, max |
фосфора, max | |
|
Э38 |
38 |
14 |
3 |
38 |
60 |
0,040 |
0,045 |
|
Э42 |
42 |
18 |
8 |
42 |
150 |
0,040 |
0,045 |
|
Э46 |
46 |
18 |
8 |
46 |
150 |
0,040 |
0,045 |
|
Э50 |
50 |
16 |
7 |
50 |
120 |
0,040 |
0,045 |
|
Э42А |
42 |
22 |
15 |
42 |
180 |
0,030 |
0,035 |
|
Э46А |
46 |
22 |
14 |
46 |
180 |
0,030 |
0,035 |
|
Э50А |
50 |
20 |
13 |
50 |
150 |
0,030 |
0,035 |
|
Э55 |
55 |
20 |
12 |
55 |
150 |
0,030 |
0,035 |
|
Э60 |
60 |
18 |
10 |
60 |
120 |
0,030 |
0,035 |
|
Э70 |
70 |
14 |
6 |
- |
- |
0,030 |
0,035 |
|
Э85 |
85 |
12 |
5 |
- |
- |
0,030 |
0,035 |
|
Э100 |
100 |
10 |
5 |
- |
- |
0,030 |
0,035 |
|
Э125 |
125 |
8 |
4 |
- |
- |
0,030 |
0,035 |
|
Э150 |
150 |
6 |
4 |
- |
- |
0,030 |
0,035 |
Примечания:
- Для электродов типов Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60 приведенные в таблице значения механических свойств установлены ятя металла шва, наплавленного металла и сварного соединения в состоянии после сварки (без термической обработки). Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки ятя электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
- Для электродов типов Э70, Э85, Э100, Э125 и Э150 приведенные в таблице значения механических свойств установлены для металла шва и наплавленного металла после термической обработки но режимам, регламентированным стандартами или техническими условиями на электроды конкретных марок. Механические свойства металла шва и наплавленного металла в состоянии после сварки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
- Показатели механических свойств сварных соединений, выполненных электродами типов Э70, Э85, Э100, Э125, Э150 диаметром менее 3 мм должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
 Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки ятя электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки ятя электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.

Полный текст ГОСТ 9467-75 в прикрепленном pdf-файле.
Скачать ГОСТ 9467-75
gost-9467-75.pdf
×
Отмена
Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена
Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Электроды сварочные
Электроды — сварочный материал, представляющий собой стержень, подающий ток на свариваемую деталь. Этот стержень может быть металлическим или неметаллическим, расходуемым или нерасходуемым.
Этот стержень может быть металлическим или неметаллическим, расходуемым или нерасходуемым.
Продажа электродов завода им. Патона
Компания «Метизы-94» предлагает купить сварочные электроды от «Корифеев» электросварки Опытного завода сварочного оборудования Института электросварки им. ПАТОН.
У нас Вы можете заказать электроды серий КЛАССИК и ЭЛИТ (для низколегированных и легированных сталей), СПЕЦИАЛЬНЫЕ ЭЛЕКТРОДЫ (для нержавеющей стали, сварки и наплавки чугуна).
Для компаний, постоянно использующих электроды и сталкивающихся с некачественными сварочными материалами, высылаем бесплатные образцы . Таким образом, вы сможете оценить высокие технологические свойства электродов. В бесплатной упаковке содержится 5 штук электродов диаметром 3 мм, длиной 350 мм.
У каждого покупателя своя цена. Если какая-либо торговая организация предложит электроды ПАТОН по цене ниже нашей, мы сделаем Вам еще более выгодное ценовое предложение.
Назначение: Электроды для низкоуглеродистых марок стали Диаметр: 3мм, 4мм, 5мм Длина: 350мм, 450мм Покрытие: рутиловое по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5.1, Е430(3)-П21 ТУУ 054169 23.001-95. Фасовка: 1 кг, 2,5 кг, 5 кг Изготавливаются из сварочной проволоки марок Св-08, Св-08А по ГОСТ 2246-70. |
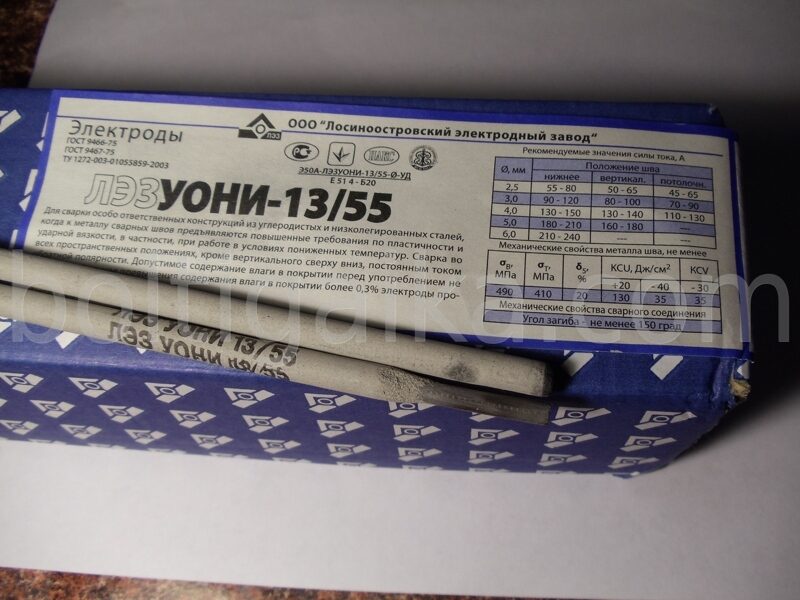
Цель: электроды для углеродных и низкоуглеродных стали. 13/55-3-УД ГОСТ 9466-75; Е50А ГОСТ 9467; Е414 В20 ИСО 2560; Е50 В22 ЕН 499; Е 6015 АВС А5.1; Э514-В20 ТУУ 05416923.015-96.. Фасовка: 2,5 кг, 5 кг Область применения: сварка особо ответственных металлоконструкций, испытывающих динамические нагрузки при отрицательных температурах до -40°С; сосуды под давлением; судостроительные металлоконструкции; дефекты литья. |

Назначение: Электроды для низкоуглеродистых марок стали Диаметр: 3мм, 4мм, 5мм Длина: 350мм, 450мм Покрытие: рутиловая целлюлоза Тип: Э46-АНО-21-3 -УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; от E6013 до AWS A5.1; Е432(3)-Р11 ТУУ 054169 23.001-95. Фасовка: 1 кг, 2,5 кг, 5 кг. Электроды запаяны полиэтиленом, помещены в картонную коробку, запаянную термоусадочной пленкой. |
Назначение: Электроды для малоуглеродистой стали марки Диаметр: 2 мм, 3 мм, 4 мм, 5 мм Длина: 350 мм, 450 мм Покрытие: рутиловая целлюлоза Тип: Э 46-АНО-36-3-УД по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 3 RC11 по ISO 2560; E42 0 RC11 согласно EN 499; Э6013 по АРМ А5. Упаковка: 1 кг, 2,5 кг, 5 кг |
 1, Э432(3)-РЦ11 ТУУ 054169 23.050-99.
1, Э432(3)-РЦ11 ТУУ 054169 23.050-99.Диаметр: 2 мм, 3 мм, 4 мм Длина: 3500 мм0003 Тип электрода сварочного по ГОСТ 9466-75 — металлический, плавящийся, с рутил-целлюлозным покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе. АНО-36 соответствует международным стандартам: ISO 2560; ЕН 499; АВС А5.1 . Украинская маркировка АНО-36: Е46-АНО-36-3-УД, Е432(3)-РЦ11, Е 46 . Мировая маркировка: E43 3 RC11, E42 0 RC11, EN 499, Е6013 . Фасовка: 1 кг, 2,5 кг, 5 кг В 1 кг, в среднем, 36 штук электродов диаметром 3 мм, длиной 350 мм; 17 штук диаметром 4,0 мм, длиной 450 мм; 12 штук диаметром 5,0 мм и длиной 450 мм. |
Назначение: Электроды для низкоуглеродистой стали марок Диаметр: 3мм, 4мм, Длина: 350мм, 450мм Целлюлозное покрытие : 0003 Тип: Э46-АНО-21-3-УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5.1Е432(3)-Р11 ТУУ 054169 23.001-95. Пакет: 1 кг, 2,5 кг, 5 кг |
| . металлический, плавящийся, с рутиловым покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе. MD6013 соответствует международным стандартам: EN 499; AWS/ASME SFA 5.1 Украинская маркировка АНО-36: E46 -MD 6013 -3-UD;, E 431(3)-R22, E 46. Мировая маркировка: E 38 2RR12; Е 6013. Фасовка: 1 кг, 2,5 кг, 5 кг MD6013 — соответствие лучшим мировым аналогам; отличные сварочно-технологические свойства, значительно превосходящие характеристики электродов марок МП-3, АНО-4, АНО-21, АНО-36 |
Назначение: Электроды для наплавки стали и чугуна. Диаметр: 4 мм, 5 мм Длина: 350 мм, 450 мм Покрытие: основное, особо толстое. Тип: Э-320Х25С2ГР-Т-590-д-НГ ГОСТ 9466-75, Э-700/59-1-П40; ТУУ 05447444.004-97. Область применения — восстановление деталей машин, работающих в условиях абразивного износа при умеренной ударной нагрузке — наплавка ковшей экскаваторов, ножей дорожных машин, дисков и лап культиваторов Коробка: 5 кг Сварка в наклонном и нижнем положениях. Род тока — сменный ток от трансформатора с напряжением холостого хода не менее 70 В, постоянный ток любой полярности |

Назначение: Электроды для сварки, наплавки чугуна и стали Диаметр : 3мм, 4мм Длина: 350мм, 450мм Покрытие: основное Наплавка в нижнем и наклонном положении на токе обратной полярности. Упаковка: 1 кг Область применения: холодная ручная дуговая сварка различных деталей из обычного и высокопрочного чугуна, чугуна и стальных сплавов, заварка литейных дефектов, поврежденных деталей |
Назначение: Электроды сварочные; высоколегированные стали Диаметр: 3 мм Длина: 350 мм Покрытие: основное Тип: Э-07Х20Н9 — ОЗЛ8-д-ВД; по ГОСТ 9466-75; E-07X20H9по ГОСТ 10052-75; Е 19,9 В 20 по ИСО 3581; E 19,9 B 20 по DIN 8556; Э308-15; по данным АВС; Е-2004-В20; ТУУ 13668923-001-97 Область применения: сварка изделий, деталей, емкостей, работающих в условиях постоянного воздействия агрессивной среды, из коррозионностойких, хромоникелевых марок стали — 0,8Х18х20Т, 18х20Т, 08Х19х22Т, Х19х22Т, 08Х18х22Б , Х18х22В. Фасовка: 1 кг При использовании ОЗЛ-8 содержание ферритной фазы в наплавленном металле составляет 2-8%, что позволяет предотвратить появление горячих трещин и минимизировать охрупчивание при высоких температурах. |

Цель: Электроды для высокопластичных стальных сортов Диаметр: 3 мм Длина: 350 мм . Э-0075-В20 по ГОСТ 9466-75; Э-08Х20Н9 Г2Б по ГОСТ 10052; E 19,9 Nb B20 по ISO 3581; E 19,9 Nb B20 согласно DIN 8556; Э 347-15 по АРМ А5.4 ТУУ 13668923-001-97. Упаковка: 1 кг. Область применения: сварка коррозионно-стойких и хромоникелевых сталей в пищевой, химической и других отраслях промышленности, где емкости и детали из нержавеющей стали подвергаются воздействию агрессивной среды при температуре 400-450 С. Изготавливаются из свариваемых марок Св-04Х29Н9, Св-06Х29Н9Т, Св-07Х29Н10Б по ГОСТ 2246-70. |

Цена электродов с завода. Патона
Компания «Метизы-94» является официальным дилером Опытного завода сварочного оборудования института им. Патона, так продаем сварочные электроды по ценам производителя . Мы реализуем гибкую систему ценообразования — персональная цена за каждый заказ. При покупке свыше 100 кг — бесплатная доставка.
Высылаем бесплатно в качестве образцов небольшое количество электродов для сварки.
Отдельно следует обратить внимание на сварочные электроды АНО-4, АНО-21, АНО-36. Как известно, расшифровка аббревиатуры АНО — Академия наук, институт электросварки. Патон, общего назначения. Логично предположить, что институт как разработчик сварочных электродов АНО обеспечит более высокое качество своей продукции по сравнению с аналогичной маркой других производителей.
Электроды сварочные имеют заключение санитарно-эпидемиологической службы, аттестованы в системе Укрсепро. Марка электродов УОНИ 13/55 получила «Свидетельство об одобрении сварочных материалов» Российского Морского Регистра Судоходства.
Марка электродов УОНИ 13/55 получила «Свидетельство об одобрении сварочных материалов» Российского Морского Регистра Судоходства.
Технические характеристики электродов завода. Патон
Сварочные и технологические свойства электродов приведены в таблицах.
Серия Classic
Марка | Диаметр/длина, мм | Механические свойства металла шва | Производительность наплавки, кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности при растяжении, Н/2мм 2 | Impact strength, J / cm 2 | Relative extension, % | ||||
Electrodes ANO-4 (MP3) | 3/350.4/450.5/450 | 450 | 78 | eighteen | 1.6 | 1. 7 7 |
| electrodes ANO-21 | 3/350.4/450.5/45 | 450 | 78 | eighteen | 0.84 | 1.65 |
| electrodes ANO-36 | 2/350, 3/350.4/450.5/45 | 450 | 78 | 22 | 1.2 | 1.7 |
| electrodes UONI 13/55 | 3/350.4/450.5/ 45 | 490 | 127.4 | twenty | 1.3 | 1.6 |
Elite Series
Brand | Diameter / length, mm | Mechanical properties of the weld metal | Surfacing productivity, кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности, Н/мм 2 | Ударная вязкость, Дж/см 2 | Relative extension, % | ||||
Electrodes MD6013 | 3/350. | 460-470 | one hundred | twenty | 1.6 | 1.7 |
| electrodes ANO-21 | 3/350.4/450 | 450 | 78 | eighteen | 0.84 | 1.65 |
| electrodes ANO-36 | 2/350, 3/350.4/450 | 450 | 78 | 22 | 1.2 | 1.7 |
 4/450
4/450Series Special electrodes
Brand | Diameter / length, mm | Mechanical properties of the weld metal | Surfacing productivity , кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности, Н/мм 2 | Ударная вязкость, Дж/см 2 | Relative extension, % | ||||
electrodes | 4/350. | 1.8-1.9 | 1.4-1.5 | |||
| electrodes OZL- 8 | 3/350 | 540 | one hundred | thirty | 1.6 | 1.6 |
| electrodes TsL-11 | 3/350.4/450 | 540 | 80 | 22 | 1.5 | 1.6-1.7 |
| electrodes TsCh-4 | 3/350.4/450 | 480-510 | 78 | 22 | 1.08 | 1.8 |
 5/450
5/450Operational свойства электродов
| Показатель | Значение показателя |
| Плавка покрытия | равномерная |
| Отделяемость шлака 9003 60021 Спонтанная | |
| Тенденция металла сварного шва с образованием поре | Низкий |
| Сестра металла | СТАВЫЙ |
| ГОГИ СЕРВИЯ | СТАВАЛ |
| ГОГИ СЕРВИЯ | СТАБЛИЦА |
| СОГЛАСНЫЙ ДЛЯ | СТАБЛИЦА |
| СОГЛАСКИ | |
| Стоимость | |
| Залипание электрода в конце сварки | отсутствует |
| Механические свойства металла шва | high |
| Anti-corrosion properties of the weld | high |
| Toxicity | lowered |
| Smoke during welding | minimal |
| Theoretical number of electrodes in 1 kg | with a diameter 3 мм — 36 шт диаметром 4 мм — 17 шт диаметром 5 мм — 12 шт |
Пространственное положение сварки и сила сварочного тока при использовании электродов определенного диаметра в таблице.
| Electrode brand | Diameter, mm | Spatial position of welding | current mode | Recommended current value, A |
| ANO-4 | 3 | welding in all positions except vertical top-down | АНО — электроды универсальные, предназначены для работы как с переменным, так и с постоянным током любой полярности | 100-140 |
| 4 | 140-210 | |||
| five | 190-270 | |||
| UONI 13/55 | 3 | in all but vertical top-down | Constant | 70-100 |
| 4 | 130-160 | |||
| ANO-21 | 3 | in all | variable, constant of any polarity | 90-140 |
| 4 | 140-210 | |||
| five | in all but vertical top-down | 150-270 | ||
| ANO-36 | 3 | во всех пространственных позициях | 80-120 | |
| 4 | 130186 | |||
| 4 | 130-1876 | |||
| 4 | 130-12036 | |||
| 130186 | ||||
. , наклон , наклон | Переменная, постоянная любой полярности | 200-220 | ||
| Пять | 250-280 | |||
| OZL-8 | 3 | во всех номинальных номерах.0800 direct current reverse polarity | 50-70 | |
| TsCh-4 | 3 | bottom, oblique | direct current reverse polarity | 65-80 |
| 4 | 90-120 | |||
| ЦЛ-11 | 3 | во всех, кроме вертикального сверху вниз | постоянного тока обратной полярности | 50-90 |
| 4 |
 me/alldrawings
me/alldrawingsфайл_411.zip [ 61 КБ ] |
файл_411 |
Опоры под трубопроводы. [ 94 КБ ] |
 dwg
dwgАналогичные материалы
Повышение производительности и качества, снижение трудоемкости и стоимости сборки и сварки усилителя крепления регулятора ремня безопасности в сборе ВАЗ 21236 — диплом
Проект присоединения к газораспределительной сети распределительного газопровода, газопровод-ввод на объект: Белорецкий межрайонный филиал ФГУЗ
Блок редукционный и узел учета газа
Комбинация узла учета коммерческого газа и узла редуцирования газа
Корпус коллектора
2-дюймовый трубный коллектор с автоматическими поворотными затворами — 3D модель
Выпускной коллектор ВАЗ 2110 (8 клапанов)
Коллектор перекачки жидкости
Бесплатная загрузка на сегодня
Обновление через: 23 часа 16 минут
Исполнительная схема укладки оцинкованной полосы
Двухэтажный дом в Аргентине
Проект «Ремонт помещения, монтаж фасада здания школы».