Содержание
Устройство сварочного инвертора.
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц.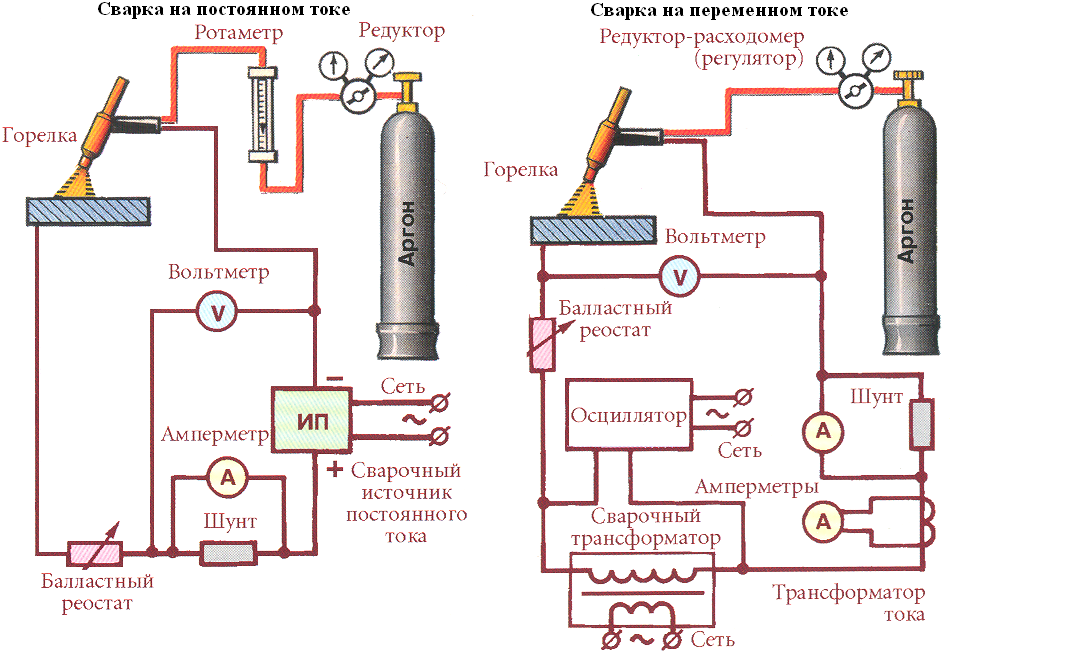 Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа.
Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата.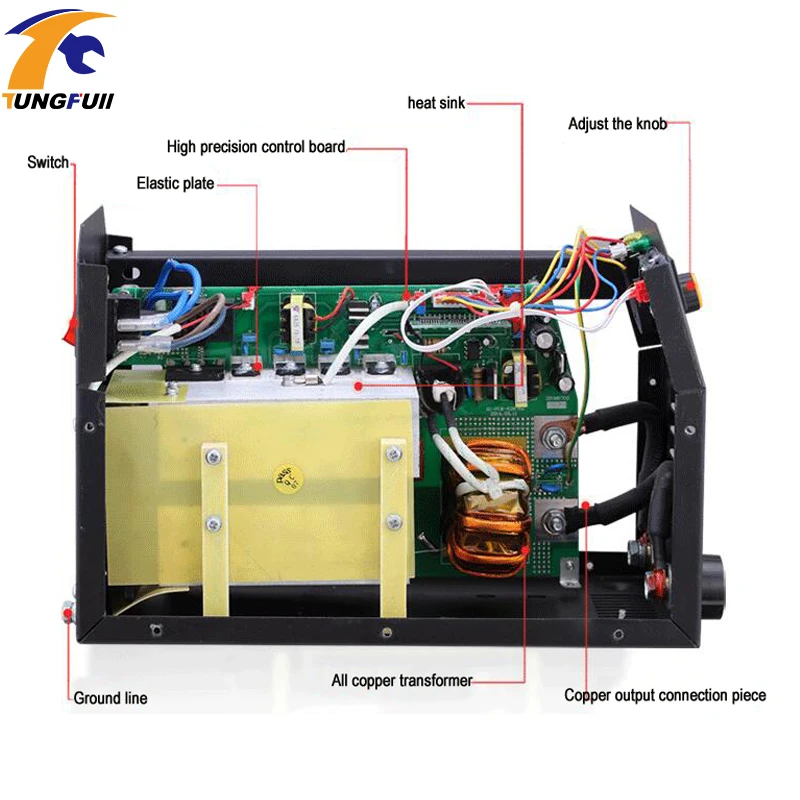 В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F).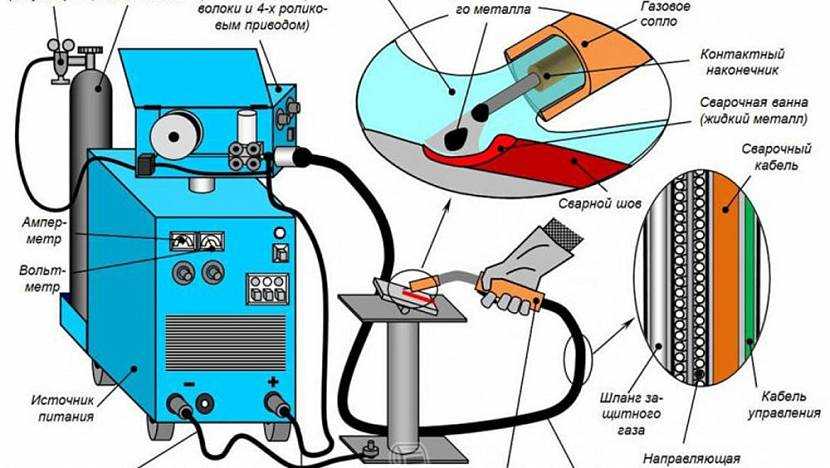 Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-).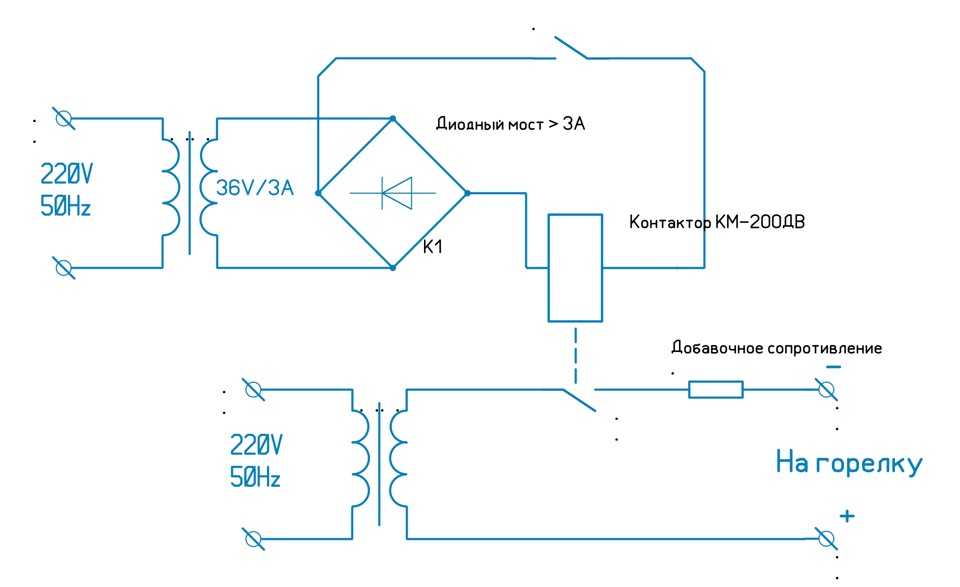 Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Обозначение полевого транзистора на схеме.

Параметры MOSFET транзисторов.
Химические источники тока.
Как устроен сварочный аппарат инверторного типа — ремонтируем сварочный аппарат
Ремонт сварочных аппаратов
Сварочный инвертор это наиболее современный и мобильный тип сварочных аппаратов. Если заглянуть внутрь, то можно увидеть электрические платы, транзисторы, выпрямители, конденсаторы. Как устройство похожее на компьютер может варить металл?
До эпохи повсеместного распространения современных инверторов применяли сварочные аппараты трансформаторного типа. Такой аппарат уменьшает напряжение электросети до 50-75 вольт используя обычный трансформатор с металлическим сердечником и медными катушками. Трансформация позволяет увеличить силу тока до необходимых для сварки значений. Именно сила тока и является решающим фактором для воспламенения дуги и плавления металла.
Из-за своей высокой мощности — а это не менее 4,5 киловатт и обилия трансформаторного железа, они имели большие размеры и еще больший вес, что существенно ограничивало мобильность таких аппаратов — требовался автомобиль для перевозки. На выручку пришол именно этот тип сварочного аппарата — инверторный. Благодаря увеличению рабочей частоты до 60-80 килогерц, появилась возможность существенно уменьшить размер и вес аппарата. Отсутствие наиболее тяжелых частей — трансформаторного железа и катушек повлекло уменьшения веса самого аппарата.
Для получения высокой частоты переменного тока в инверторах используется специальная схема на полупроводниках. Она состоит из транзисторов, которые обладают большой мощностью и способны работать с уже упомянутыми частотами. Для того чтобы транзисторы начали выполнять свою работу, нужно подать на них постоянное напряжения. В этом трудностей не возникает — этим занимается выпрямитель. Мощный диодный мост выпрямляет переменное напряжение, а фильтрующие конденсаторы его сглаживают.
Спора нет, появились дополнительные дорогие детали, которые нужны для нормальной работы сварочного аппарата. Но в конечном итоге эти дополнительные затраты с лихвой окупаются за счет отказа от использования огромного количества железа и меди. Можно заметить, что в плане надежности классические сварочные трансформаторы были более надежными в эксплуатации. В них просто нечему было ломаться. Классические сварочные трансформатор может работать десятилетиями, до тех пор пока не начнет разрушаться изоляция на первичной обмотке.
Что внутри сварочного инвертора?
Инверторный сварочный аппарат (в том числе все китайские сварочные инверторы) состоит из силового блока, куда входят фильтр от помех, реле мягкого пуска, радиаторы охлаждения диодов, интегральный стабилизатор, радиаторы охлаждения транзисторов, датчик тока, трансформатор понижения напряжения.
Выходной выпрямитель предназначен для выпрямления входного тока большой частоты. Выходной выпрямитель сделан из мощных сдвоенных диодов. Для этого типа диодов характерно быстродействие, которое дает возможность как быстро открыться, так и быстро закрыться.
Фильтр помех. Крайне необходимо, чтобы помехи, которые непременно появляются в процессе работы инвертора, не просачивались в сеть. Поэтому перед выпрямителями предусмотрен фильтр.
Современные сварочные аппараты дают возможность точно удерживать выбранный ток, в следствии этого он будет постоянный. Все это дает возможность не очень критично относится к длине дуги, из-за чего значительно упрощается работа сварщика, в том числе и начинающего.
Практика показала, что сварочные инверторы намного упростили поджёг, поддерживают необходимый диапазон дуги и убирают такой элемент сварки как залипание. И даже обычный новичок быстро поймет и научится, как нужно обращаться со сваркой.
Проанализировав все плюсы и минусы можно абсолютно точно сказать, что работать со сварочными инверторами значительно удобнее и проще. Одно дело — переносить аппарат на плечевом ремне и совсем другое перевозить с места на место трансформатор весом под центнер.
Основные компоненты сварочного аппарата MIG — LAROSA MACHINERY
MIG (металлический инертный газ)
Сварочный аппарат правильно называют GMAW (дуговая сварка металлическим газом).
MIG — это самый популярный способ сварки, используемый во всем мире. Оно имеет
много причин, чтобы быть известным как недорогой, быстрый и простой в обучении. С использованием
процесса сварки MIG можно эффективно обучить сварщика производить
качественная работа. В основном небольшой сварщик может справиться с ремонтом и основными
производственных потребностей при наличии соответствующих знаний и правильной настройки. МИГ
сварочный аппарат может стать незаменимым инструментом для ремонта различных вещей, таких как детские
велосипед, новые планы этажей и даже ремонт панелей на автомобиле вашего проекта.
Есть четыре
основные части к сварочному аппарату MIG для продажи,
и эти области очень важны для успешной работы устройств.
Давайте обсудим основы сварки MIG подробнее.
1. Блок питания
Блок питания является главной частью любого аппарата MIG, так как он управляет многими
переменные. Некоторые машины MIG, сделанные по цене, имеют элементарные функции.
и способности. Многие из этих машин работают с низкой максимальной выходной силой тока.
Они имеют низкие рабочие циклы и часто используют алюминиевые обмотки в источниках питания.
2. Фонарик
Фонарик также
известный как сварочный пистолет MIG. Пистолеты, поставляемые с дешевыми сварочными аппаратами MIG,
принадлежит только этой конкретной марке сварочного аппарата. В результате
Расходные материалы для сварки горелки MIG не являются типичными, и фактическая сварочная горелка
качество имеет минимальную долговечность. Это может привести к неудаче.
3. Сварочная проволока MIG
Сварочная проволока
очень критичен в процессе сварки MIG. Часто бывает сложно выбрать
качественная сварочная проволока MIG. К сожалению, люди покупают проволоку МИГ по цене.
Дешевые кабели имеют вредное медное покрытие, и иногда эти провода продаются
с ржавчиной на них. Допуск диаметра проволоки не остается постоянным и
приводит к неравномерной подаче проволоки. В конечном итоге это приведет к ожогам спины и
требуют замены контактных наконечников, которые стоят денег. Вы тогда потеряете
время производства, так как рабочие весь день устраняют проблемы с машиной.
4. Зажим заземления или зажим заземления
Сварка просто
создание электрической цепи. Хорошее заземление необходимо для
завершить курс. Эта проблема решается наличием заземляющего зажима,
яркие лица контакта. Со временем дуги, образующиеся на зажиме заземления, будут мешать
работа машины.
Практический результат
Подробная информация
о рабочем процессе обычно можно узнать через инженерные машины, выставленные на продажу за
Сварочные аппараты МИГ. Тем не менее, сварщик должен помнить об этих основах.
плавная работа.
Детали сварочного аппарата — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Ed
Сварочные аппараты используются, когда необходимо прочно соединить куски металла. Сварочные аппараты бывают разных типов и размеров с разной величиной производимого напряжения. Эти выходные напряжения варьируются от небольшого сварочного аппарата на 80 ампер до более крупных сварочных аппаратов, используемых в промышленных условиях, которые могут производить до 12 000 ампер. В зависимости от типа сварки, которую вы будете выполнять, мощность вашего аппарата будет варьироваться от нижнего до верхнего предела шкалы.
Сварочные аппараты берут электрический ток, которым они питаются, либо от обычной бытовой розетки, либо от более совершенной системы питания, и преобразуют эту мощность в энергию дуги, которая используется для соединения двух кусков металла вместе. Существует два различных типа сварочных аппаратов, постоянного тока или постоянного напряжения. Сварочные аппараты, использующие постоянный ток, поддерживают заданный ток за счет увеличения выходного напряжения. Сварочный аппарат постоянного напряжения поддерживает постоянное напряжение, регулируя величину выходного тока.
- Трансформаторы используются некоторыми сварочными аппаратами для преобразования тока высокого напряжения от источника питания в ток более низкого напряжения, используемый для сварки. Выходной ток может регулироваться сварщиком в определенном диапазоне. Это позволяет сварщику правильно установить выходной ток для типа выполняемой сварки.
- Генератор переменного тока или генератор используется некоторыми типами сварочных аппаратов, которые используют двигатель или двигатель внутреннего сгорания для преобразования электрической энергии в механическую. Генератор переменного тока или генератор используется для преобразования этой механической энергии в слаботочный электрический выход.
- Инверторный сварочный аппарат вырабатывает высокое напряжение, необходимое для дуговой сварки высокой интенсивности. Этот тип сварочного аппарата накапливает ток высокого напряжения, полученный от источника питания, в конденсаторе.