Содержание
Как выбрать сварочный полуавтомат инверторного типа для дома?
Время чтения: 10 минут
Пару десятилетий назад подбор сварочного оборудования не вызывал никаких затруднений. В вашем распоряжении был лишь мощный сварочный трансформатор, который подходил для выполнения большинства работ. Трансформаторы долгое время были универсальными помощниками в быту и на производстве, поскольку у сварщиков просто не было альтернативы. Но прогресс не стоял на месте, и в начале 21 века на рынке появились первые сварочные аппараты инверторного типа. В том числе полуавтоматы.
Инверторный сварочный полуавтомат сразу же понравился многим мастерам. В отличие от трансформатора, его габариты были существенно меньше, при этом производительность осталась такой же высокой. Также инверторные полуавтоматы снабжены современной электроникой, благодаря которой удалось внедрить обширный функционал в небольшой корпус. В этой статье мы подробно расскажем, что такое инверторный полуавтомат, как его выбрать и использовать.
Содержание статьи
- Общая информация
- Достоинства инверторного полуавтомата
- Как выбрать полуавтомат
- Сфера применения
- Механизм подачи проволоки и вес аппарата
- Страна производства и бренд
- Как использовать полуавтомат
- Техника безопасности
- Вместо заключения
Общая информация
Полуавтомат сварочный — это сварочный аппарат, предназначенный для сварки с применением газа и присадочной проволоки, либо порошковой проволоки. Проволока подается в сварочную ванну с помощью специального механизма, который работает в полуавтоматическом режиме. Отсюда и название «полуавтомат».
Сварочный полуавтомат инверторного типа представляет собой компактный технологичный прибор,предназначенный для формирования швов высокого качества. По сравнению с трансформаторами и выпрямителями, полуавтомат намного удобнее и проще в освоении.
Существуют разные типы полуавтоматической сварки. Самые распространенные из них — это сварка в среде активного или инертного газа и сварка порошковой проволокой. При сварке порошковой проволокой газ не используется, но данный метод применяется только в особых случаях.
При сварке порошковой проволокой газ не используется, но данный метод применяется только в особых случаях.
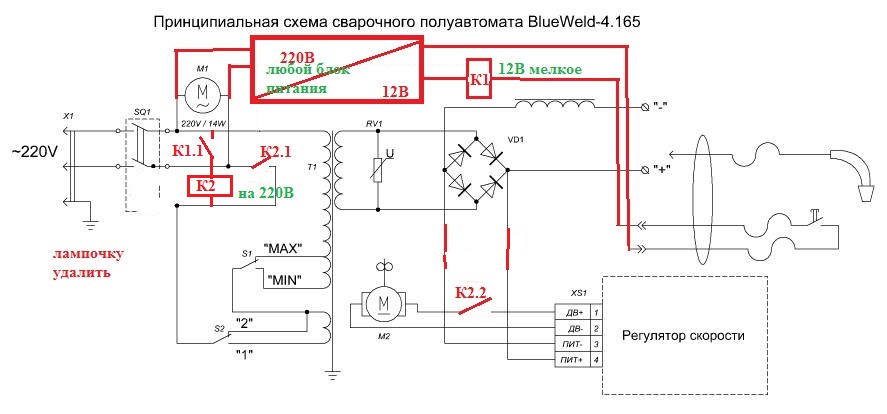
Чтобы понять, как работает полуавтоматическая сварка, достаточно взглянуть на схему ниже.
Достоинства инверторного полуавтомата
Инвертор полуавтомат — это современный технологичный прибор. Он прост в применении и позволяет выполнять сварку любых металлов. При этом возможна сварка любого уровня сложности. Также полуавтоматы более компактны, чем трансформаторы и выпрямители.
Полуавтомат действительно прост в эксплуатации. Все регулировки интуитивно понятны и зачастую подписаны крупным шрифтом. А инструкция, идущая в комплекте с аппаратом. Она всегда содержит подробную информацию об особенностях использования.
За счет продвинутой электронной «начинки» аппарат потребляет меньше энергии, чем тот же трансформатор. При этом полуавтомат оснащен множеством дополнительных функций и при определенных условиях способен варить без газа.
Швы, получаемые при полуавтоматической сварке, могут похвастаться высоким качеством и эстетичностью. А все благодаря применению защитного газа, который не дает кислороду проникнуть в сварочную ванну и окислить металл.
А все благодаря применению защитного газа, который не дает кислороду проникнуть в сварочную ванну и окислить металл.
Как выбрать полуавтомат
Полуавтоматические сварочные аппараты без труда можно найти в любом специализированном магазине. Их ассортимент настолько широк, что даже профессиональный сварщик не всегда успевает следить за выходом новых моделей. Что уж говорить о новичке, для которого полуавтомат — это один сплошной вопрос. Мы дадим несколько рекомендаций, которые помогут вам разобраться в большом ассортименте и выбрать оптимальную модель полуавтомата для своих нужд.
Сфера применения
Первое, на что нужно обратить внимание, выбирая полуавтоматический аппарат — это сфера его применения. Производители уже давно делят свои полуавтоматы на классы, чтобы новичкам было проще в них разобраться. Условно выделяют три класса: бытовые, полупрофессиональные и профессиональные.
Если вам нужен аппарат для несложных работ (мелкий ремонт кузова или металлического забора), то остановите выбор на бытовом полуавтомате. Профессиональные аппараты лучше не рассматривать к покупке, поскольку они рассчитаны на выполнение сложной и продолжительной сварки. Приобретя профессиональный полуавтомат для сварки дома вы просто не сможете раскрыть весь его потенциал, при этом переплатите.
Профессиональные аппараты лучше не рассматривать к покупке, поскольку они рассчитаны на выполнение сложной и продолжительной сварки. Приобретя профессиональный полуавтомат для сварки дома вы просто не сможете раскрыть весь его потенциал, при этом переплатите.
Полупрофессиональный сварочный аппарат отлично подходит для тех, кто уже обучился азам сварки полуавтоматом и хочет расширить свои возможности. Кому-то нужно больше мощности, кому-то хочется варить в разных режимах.
Также сварочные аппараты полуавтоматического типа могут быть рассчитаны на продолжительную или непродолжительную сварку. Как правило, бытовые модели нуждаются в частом перерыве и не предназначены для беспрерывной часовой сварки. Да и на начальном этапе вы вряд ли будете проводить столько времени за работой. Но если вы хотите в дальнейшем выполнять сложную долгую сварку, то присмотритесь к моделям с длительным рабочим циклом, которые не нуждаются в частом отдыхе.
Механизм подачи проволоки и вес аппарата
Также полуавтоматы могут различаться по способу подачи проволоки. Механизм подачи может работать либо в полуавтоматическом, либо в автоматическом режиме. Полуавтоматическим механизмом подачи снабжено большинство сварочных полуавтоматов бытового и полупрофессионального класса. Но порой встречаются модели с автоматикой. Мы рекомендуем все же выбирать классический механизм с полуавтоматической подачей проволоки, поскольку он более надежен и ремонтопригоден.
Механизм подачи может работать либо в полуавтоматическом, либо в автоматическом режиме. Полуавтоматическим механизмом подачи снабжено большинство сварочных полуавтоматов бытового и полупрофессионального класса. Но порой встречаются модели с автоматикой. Мы рекомендуем все же выбирать классический механизм с полуавтоматической подачей проволоки, поскольку он более надежен и ремонтопригоден.
Инверторная технология хороша тем, что позволяет конструировать аппараты небольшие по весу и габаритам. Тем не менее, технологии еще не настолько совершенны, чтобы создать полноценный полуавтомат весом в 5 кг. На сегодняшний день вес некоторых моделей может достигать 20-30 кг. А если добавить к этому вес газового баллона и комплектующих, то вся компактность сводится к нулю. Обращайте внимание на вес полуавтомата, чтобы упростить его транспортировку.
Читайте также: Тележка для сварочного аппарата своими руками
Страна производства и бренд
Бренд — это вообще отдельная тема для разговора. Учтите, что страна бренда и страна производства могут отличаться и это не одно и то же. Например, популярный бренд Ресанта является латвийским, при этом вся сборка аппаратов осуществляется в Китае. В итоге вы получаете именно китайский аппарат, хоть он и произведен под контролем специалистов из Латвии.
Учтите, что страна бренда и страна производства могут отличаться и это не одно и то же. Например, популярный бренд Ресанта является латвийским, при этом вся сборка аппаратов осуществляется в Китае. В итоге вы получаете именно китайский аппарат, хоть он и произведен под контролем специалистов из Латвии.
Однако, это не значит, что все китайские аппараты не заслуживают внимания. Сейчас большинство электроники производится именно в Азии, и крупные бренды научились контролировать качество. Так что не беспокойтесь, увидев надпись «Made in China» на корпусе полуавтомата.
Если вы хотите приобрести лучшие полуавтоматы, обратите внимание на европейских производителей, которые разрабатывают и собирают аппараты у себя на родине. Это могут быть итальянские или немецкие полуавтоматы, собранные в Германии или Италии соответственно.
Что касается отечественных полуавтоматов, то их тоже не стоит обходить стороной. Они все так же собираются в Китае, поэтому качество более-менее приемлемое.
Как использовать полуавтомат
Теперь вы знаете, что полуавтомат применяется при сварке в среде активного газа, в среде инертного газа или с применением порошковой проволоки. У каждой из этих технологий есть свои нюансы и правила применения, которые мы не сможем раскрыть в рамках этой небольшой статьи. Поэтому мы выделим основные правила использования полуавтомата, которые подходят для каждого из типов сварки.
Зачастую полуавтоматы (особенно бытовые) подключаются в обычную розетку 220В с помощью стандартной евро-вилки. Но вы должны понимать, что все 220В в бытовой розетке не всегда доступны, а зачастую эта цифра существенно меньше. С этой проблемой особенно часто сталкиваются дачники, у которых напряжение в сети крайне низкое. Если вы знаете, что не сможете обеспечить полуавтомату достаточное питание, выбирайте модель, способную работать при пониженном напряжении. Или докупите генератор на бензиновом топливе.
При подборе проволоки учитывайте толщину металла и диаметр сопла на горелке. Обычно диаметр проволоки равен толщине свариваемой заготовки. А вот диаметр сопла должен быть немного больше диаметра проволоки. Также выбирайте проволоку с тем же составом, что и основной металл.
Обычно диаметр проволоки равен толщине свариваемой заготовки. А вот диаметр сопла должен быть немного больше диаметра проволоки. Также выбирайте проволоку с тем же составом, что и основной металл.
Обращайте внимание на угол наклона горелки во время сварки. За счет регулировки угла наклона можно изменять интенсивность плавления металла. Чем толще металл, тем больше должен быть угол. При наклоне в 90 градусов металл будет плавиться особенно интенсивно. Но такой угол наклона применяется только в начале сварки, чтобы прогреть металл. Затем угол плавно уменьшается.
Если используете для сварки газ, то обязательно установите на баллон редуктор. Он нужен для регулировки давления газа и поддержания заданного значения. Редуктор подбирается в соответствии с газом, который вы используете. Для ацетилена приобретите ацетиленовый редуктор, для пропана — пропановый, и т.д.
Это основные рекомендации. Дополнительно изучите каждый тип сварки полуавтоматом, чтобы знать особенности технологий. Либо выберите одну технологию (например, аргонодуговую сварку полуавтоматом) и досконально обучитесь ее азам.
Либо выберите одну технологию (например, аргонодуговую сварку полуавтоматом) и досконально обучитесь ее азам.
Техника безопасности
Из-за особенностей технологии сварка полуавтоматом сопряжена с рядом опасностей, которые могут негативно повлиять на здоровье сварщика. По этой причине важно соблюдать технику безопасности.
Первое правило: Всегда используйте средства индивидуальной защиты. Маска, роба, перчатки и специальная обувь обязательны. Не стоит думать, что вам повезет. Отсутствие защиты приводит к печальным последствиям: от попадания окалины в глаза и потери зрения до смертельного удара током. И даже если ваш сосед на даче всю жизнь варить без маски, это не значит, что вам стоит поступать так же.
Второе правило: Читайте инструкции. Они не зря написаны. Перед применением полуавтомата обязательно изучите мануал. Не стоит выполнять подключение аппарата и уж тем более сварку по наитию. Также инструкцию недостаточно просто прочесть и забросить. Вы должны внимательно изучить все особенности применения полуавтомата и следовать правилам, указанным производителем. Так ваше сварочное оборудование прослужит долгие годы, и вы обезопасите себя от неприятных последствий.
Так ваше сварочное оборудование прослужит долгие годы, и вы обезопасите себя от неприятных последствий.
Третье правило: Обязательно проверяйте все крепления, разъемы, вентили и т.п. перед проведением сварочных работ. Также следите за естественным износом комплектующих. Не используйте для сварки поврежденные кабели, неисправные горелки и бракованные расходники.
Это основные правила, которые стоит выполнять при каждой сварке. Есть еще с десяток особых требований, которые вы можете самостоятельно найти и изучить.
Вместо заключения
Теперь вы знаете о преимуществах полуавтомата, его функционале и особенностях применения. Эта статья содержит только базовую информацию, которая пригодится новичку при покупке первого полуавтомата. Конечно, здесь мы не затронули многие нюансы применения полуавтоматического аппарата, но это тема для отдельной статьи.
Что лучше? Инверторный и трансформаторный полуавтомат
Нас часто спрашивают какой выбрать полуавтомат: подешевле, но трансформаторный или подороже, но инверторный? Однозначный ответ Вы найдете в этой статье.
Классификация полуавтоматов по разным признакам
Сварочный аппарат полуавтоматической сварки крайне необходим при проведении кузовных работ. Он позволяет в кратчайшие сроки осуществить ремонтные работы при высоком качестве полученного результата.
Современные полуавтоматы не требуют специальных навыков и могут использоваться любителямя.
Прежде всего, необходимо дать определение самому понятию «полуавтомат». Сварочный полуавтомат – это сварочный аппарат, предназначенный для сварки присадочным материалом — проволокой в среде защитного газа.
Слово «полуавтомат» означает, что сварщику необходимо направить сварочную горелку в нужное место, все остальное (запуск подачи проволоки, включение питания) сделает самостоятельно автоматика.
Сварочные полуавтоматы можно разделеить на классы по сфере применения:
- бытовой;
- полупрофессиональный;
- профессиональный.


Отличие заключается в максимальном токе, который может выдать источник питания и в проценте времени работы (ПВ) на максимальном токе.
По конструкции источника питания бывают:
- инверторные сварочные полуавтоматы
- трансформаторные полуавтоматы
Инверторные сварочные полуавтоматы имеет более высокую стоимость, но при этом они имеют меньшую массу и размеры.
Также инверторная технология предусматривает такие функции помощи сварщику как антиприлипание проволоки, плавный поджег дуги и возможность плавной регулировки сварочного тока.
Трансформаторные сварочные аппараты применяются в тех местах, где не требуется частая транспортировка устройства и есть место для его установки.
Трансформаторные полуавтоматы.
Все трансформаторные полуавтоматы устроены примерно одинаково:
- силовой трансформатор;
- выпрямитель;
- дроссель.
Расшифровка цифр и букв в названии модели 240ДАВ:
- 240 — max сварочный ток
- Д — имеется выход для дуговой сварки MMA (электродержатель в комплекте не идет)
- А — на панели имеется евроразъем для горелки (приобетается отдельно)
- В — на задней панели встроен вентилятор охлаждения
Основные недостатки трансформаторных полуавтоматов:
Никаких систем автоматического регулирования и стабилизации напряжения в них нет, а для изменения выходного напряжения на первичной обмотке трансформатора сделаны отводы, которые коммутируются переключателем.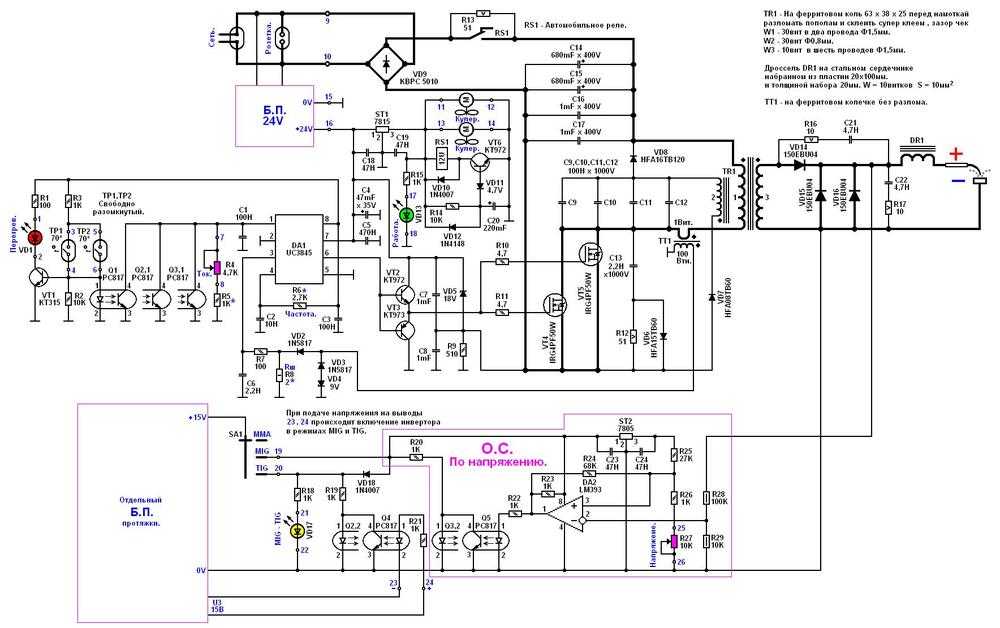
Регулировка выходного напряжения трансформатора производится ступенчато и исключительно на «холостом ходу», а не во время сварки.
Благодаря примитивности устройства у этих полуавтоматов предельно простая конструкция и минимальная цена. Но такая простота имеет серьезные недостатки:
- На выходе такого полуавтомата не постоянное, а пульсирующее напряжение с величиной пульсаций близкой к удвоенной частоте сети (100 Гц), т. е. 100 раз в секунду оно падает почти до нуля;
- Напряжение, заданное переключателем отводов первичной обмотки, никак не стабилизировано, просаживается под нагрузкой и меняется вместе с колебаниями сетевого напряжения;
- Переключатель отводов обычно имеет всего 4-5 положений, что явно мало для точного задания напряжения.
Значительным же плюсом является простота конструкции, отсутствие электронных компонентов, что позволяет буквально «на коленках» произвести ремонт, обладая начальными познаниями в электрике и механике. Что может сэкономить время, которое ушло бы на ремонт более сложного аппарата в сервисе профессионалом.
Что может сэкономить время, которое ушло бы на ремонт более сложного аппарата в сервисе профессионалом.
Все это хорошо известно производителям таких полуавтоматов. Но эти аппараты в основном рассчитаны на применения, где требования к качеству сварки почти никакие, и на пользователей с низкой квалификацией, либо с небрежным отношением к «хозяйскому» инструменту.
Инверторные полуавтоматы.
Инверторный полуавтомат содержит систему автоматического регулирования с обратными связями, которая позволяет плавно регулировать выходное напряжение в очень широком диапазоне непосредственно во время работы, причем выставленное напряжение стабилизировано и не зависит от колебаний сети и почти не просаживается под нагрузкой.
Режим работы на максимальном тока у инверторных аппаратов значительно превосходит время работы трансформатора. Что позволяет значительно экономить время без ущерба в качестве сварки, не ожидая когда же аппарат «остынет».
Работа инверторного аппарата заметно стабильнее при пониженном напряжении вплоть до падения до 140В, что весьма характерно для российских электросетей, где напряжение редко соответствует заявленному номиналу. Трансформатор требует постоянной подстройки по выходному напряжению и скорости подачи проволоки, в отличие от инвертора, который сам подстраивается к «скачкам» напряжения, в результате чего пользователь этого даже не заметит.
Трансформатор требует постоянной подстройки по выходному напряжению и скорости подачи проволоки, в отличие от инвертора, который сам подстраивается к «скачкам» напряжения, в результате чего пользователь этого даже не заметит.
Следует отметить, что настроенный на работу при пониженном напряжении трансформатор, при резком росте напряжения до номинала в 220В (типичная ситуация для гаражей, когда сосед выключил сварку) с легкостью прожжет тонкий кузовной металл.
Благодаря инверторным технологиям недостатки инверторных полуавтоматов в принципе отсутствуют как явление, от чего качество сварки значительно выше, чем у трансформаторных сварок.
И еще один серьезный и несомненный плюс инверторных аппаратов — гораздо меньший вес. При аналогичной мощности выходного тока трансформаторный полуавтомат будет весить в 2-2.5 раза тяжелее инвертора.
Сравнение инверторного полуавтомата с трансформаторным
Самый бюджетный инверторный полуавтомат
 youtube.com/embed/PrdyDKzTJFs» allowfullscreen=»»>
youtube.com/embed/PrdyDKzTJFs» allowfullscreen=»»>
Качество с большой буквы при низкой цене:
Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта, AURORA:
Сварка алюминия полуавтоматом AuroraPRO OVERMAN 180:
Сварка полуавтоматом для чайников (Часть 1) — Подготовка к работе:
Сварка полуавтоматом для чайников (Часть 2) — Сварка тонкого металла:
Сварка полуавтоматом для чайников (Часть 3) — Сварка толстого металла:
Знакомство с полуавтоматическими сварочными аппаратами
Полуавтоматическая сварка — это форма ручной сварки, при которой используется соответствующее оборудование, которое автоматически контролирует один или несколько условий сварки. Операторы полуавтоматической сварочной машины манипулируют элементами управления, чтобы начать сварку, и контролируют процесс, чтобы обеспечить качественный конечный результат.
Операторы полуавтоматической сварочной машины манипулируют элементами управления, чтобы начать сварку, и контролируют процесс, чтобы обеспечить качественный конечный результат.
Что такое полуавтоматический сварочный аппарат?
Полностью автоматизированная или роботизированная сварка не обязательно идеальна для каждого сварочного проекта, особенно с учетом таких факторов, как ожидаемый срок службы, стоимость инструментов и требуемая гибкость. Это когда рассматривается полуавтоматическая сварочная система, потому что она способна удвоить производительность квалифицированного сварщика вручную, сохраняя при этом высокий уровень контроля.
Полуавтоматическая сварка — это форма ручной сварки, при которой используется соответствующее оборудование, которое автоматически контролирует один или несколько условий сварки. Операторы полуавтоматической сварочной машины манипулируют элементами управления, чтобы начать сварку, и контролируют процесс, чтобы обеспечить качественный конечный результат. Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Обновление существующих методов сварки с использованием полуавтоматической сварочной системы может вывести ваш производственный процесс на новый уровень, оптимизируя эффективность вашей работы и последовательно улучшая конечные продукты, тем самым увеличивая вашу прибыль.
Общие характеристики полуавтоматических сварочных аппаратов
Основные характеристики полуавтоматического сварочного аппарата включают:
1. Как следует из названия, полуавтоматические сварочные аппараты представляют собой высокоавтоматизированные машины, которые можно разделить на две части: фильтрующую сварку и резка фильтровальной бумаги. Оба процесса выполняются одновременно и полностью автоматизированы машиной, которая отличается высокой точностью, меньшими потерями фильтровальной бумаги и экономичностью.
2. По сравнению с традиционной вибрационной сваркой и сваркой плавлением, полуавтоматические сварочные аппараты работают быстро, чисто и экономично. Процесс сварки обычно может быть завершен в течение одной секунды; риск загрязнения значительно снижается благодаря отсутствию флюса, что улучшает конечный результат; это также экономит много средств за счет использования флюса, низкого процента брака и повторяемости обработки. Полуавтоматические сварочные аппараты подходят для массового производства и автоматизированных производственных сред.
Процесс сварки обычно может быть завершен в течение одной секунды; риск загрязнения значительно снижается благодаря отсутствию флюса, что улучшает конечный результат; это также экономит много средств за счет использования флюса, низкого процента брака и повторяемости обработки. Полуавтоматические сварочные аппараты подходят для массового производства и автоматизированных производственных сред.
3. Сварочная система, электрическая конфигурация и элементы управления полуавтоматического сварочного аппарата используют оригинальные импортные аксессуары и управляются серводвигателем, что позволяет машине работать точно и стабильно. Во многих моделях используется высококачественное программное управление, обеспечивающее простое и удобное управление при максимальной производительности.
Структура полуавтоматического сварочного аппарата
Полуавтоматический сварочный аппарат в основном состоит из трех основных компонентов:
1. Механическое устройство:
Для обеспечения процесса сварки сварочные клещи оснащены быстродействующим двухтактным пневматическим приводным механизмом. Сварочные клещи можно отрегулировать на меньшие или большие отверстия в соответствии с требованиями сварки, переключая рукоятку управления. Вообще говоря, открытие сварочных клещей по умолчанию настроено на короткие ходы. Когда включено положение «питание включено», щипцы зажимаются и оказывают давление при нажатии переключателя. Тем временем ток возвращается к короткому ходу после завершения цикла сварки под управлением системы управления.
Сварочные клещи можно отрегулировать на меньшие или большие отверстия в соответствии с требованиями сварки, переключая рукоятку управления. Вообще говоря, открытие сварочных клещей по умолчанию настроено на короткие ходы. Когда включено положение «питание включено», щипцы зажимаются и оказывают давление при нажатии переключателя. Тем временем ток возвращается к короткому ходу после завершения цикла сварки под управлением системы управления.
2. Источник питания:
Основная цепь питания сварочного полуавтомата состоит из трансформатора сопротивления, тиристорного блока, главного выключателя питания, сварочной цепи и т. д. В сварочном аппарате используется однофазный переменный ток мощностью мощностью 200 кВА и выходом вторичного напряжения 20 В. В процессе сварки сварочные клещи должны быть способны сваривать высокопрочные стальные листы, создавая механическую силу и ток, достаточно большие для выполнения работы. Поэтому прочность, жесткость и теплопроизводительность сварочных клещей должны соответствовать определенным требованиям и стандартам. Кроме того, они должны обладать хорошей электро- и теплопроводностью и должны охлаждаться в воде.
Кроме того, они должны обладать хорошей электро- и теплопроводностью и должны охлаждаться в воде.
3. Устройство управления:
Устройство управления в основном обеспечивает сигналы для управления работой полуавтоматической сварочной машины и выключателем тока. Он также отвечает за контроль величины сварочного тока и отслеживание процесса на наличие возможных дефектов.
Общие типы полуавтоматических сварочных аппаратов
Полуавтоматические сварочные аппараты надежны и могут быть стандартизированы или изготовлены по индивидуальному заказу. Все эти полуавтоматические сварочные аппараты обеспечивают повторяемость всего одним нажатием кнопки.
Ниже показаны некоторые распространенные полуавтоматические сварочные аппараты, с которыми вы, скорее всего, столкнетесь:
● Токарные станки для сварки:
Этот тип полуавтоматического сварочного аппарата создан для обеспечения высокой скорости и качества. Обычно он также имеет встроенные вторичные операции, такие как фрезерование, сверление и резка, для дальнейшей оптимизации вашей производственной линии.![]()
● Вращательная сварка:
Этот тип сварочного полуавтомата компактен, надежен и экономичен. Ротационные сварочные аппараты — отличный выбор для сварки различных деталей и материалов.
● Шовная сварка:
Машины для шовной сварки довольно распространены в различных отраслях промышленности при формировании из материалов цилиндров или труб. Полуавтоматические сварочные аппараты способны обеспечить равномерную консистенцию по всей длине материала.
● Линейные сварочные аппараты:
Системы линейной сварки предназначены для автоматизации операций прямой сварки. Эти сварочные аппараты обычно и специально разработаны как для небольших, так и для крупномасштабных проектов.
Преимущества полуавтоматического сварочного аппарата
Полуавтоматические сварочные аппараты особенно полезны в тех случаях, когда качество или функция вашего сварного шва очень важны, необходимо выполнять повторяющиеся сварные швы или если детали уже подвергались дополнительным процессам до этого. начинается сварка.
начинается сварка.
Полуавтоматические сварочные аппараты обеспечивают множество преимуществ для различных областей применения:
● Полуавтоматические сварочные аппараты обеспечивают высокое качество сварки, а также целостность и повторяемость.
● Полуавтоматические сварочные аппараты используют чрезвычайно эффективную систему, способную увеличить общий объем выпуска продукции.
● Полуавтоматические сварочные аппараты позволяют уменьшить количество производимого лома.
● Полуавтоматические сварочные аппараты обычно дешевле, чем другие методы сварки, такие как роботизированная сварка.
● Полуавтоматические сварочные системы могут использоваться с различными методами, включая сварку TIG и сварку MIG.
Выставка ИМТС
IMTS объединила производителей автоматических сварочных аппаратов со всего мира на этой онлайн-платформе. Просмотрите и найдите вашего следующего поставщика вместе с нами.
Если у вас возникнут какие-либо трудности, пожалуйста, не стесняйтесь обращаться к нам.
Быстрая ссылка на поставщиков
Советы по выбору сварочной горелки
Выбор правильного оборудования для сварочных работ имеет решающее значение для достижения высокого качества сварки и производительности, а также для устранения дорогостоящих простоев. В том числе сварочные пистолеты. Изображение предоставлено Tregakiss
Выбор правильного оборудования для сварочных работ имеет решающее значение для достижения высокого качества сварки и производительности, а также для устранения дорогостоящих простоев. В том числе сварочные пистолеты.
Во многих случаях производители используют сочетание сварочных процессов и пистолетов. Например, в тяжелом оборудовании и общем производстве часто используется полуавтоматическая сварка вместе с роботизированной сваркой. В нефтегазовой отрасли и судостроении преобладают полуавтоматическая сварка и стационарная автоматизация. Сочетание сварочных процессов и оборудования позволяет компаниям, обслуживающим эти отрасли, сваривать детали различных объемов и размеров.
Эти технологические смеси, однако, могут создавать проблемы с точки зрения выбора пистолета. Вот почему важно знать, какие характеристики сварочной горелки лучше всего использовать для достижения желаемых результатов сварки и максимальной эффективности.
Рабочий цикл и сила тока
Одним из наиболее важных факторов для всех пистолетов — полуавтоматических, роботизированных и фиксированных автоматических — является выбор правильного рабочего цикла. Рабочий цикл — это количество времени в 10-минутном периоде, в течение которого пистолет может работать, не перегреваясь. В случае полуавтоматического сварочного пистолета это точка, в которой сварочная ручка становится неприятно горячей.
Производители оценивают свое оружие по-разному. При выборе любого типа оружия важно, чтобы желаемый рабочий цикл соответствовал тому, что будет фактически доставлено. Пистолеты рассчитаны на 60% и 100% рабочий цикл. Если для операции требуется продолжительное время горения дуги, хорошим вариантом может быть выбор пистолета со 100% рабочим циклом. Это позволит сваривать в течение полных 10 минут, не перегреваясь и не перегреваясь, что может привести к отказу горелки.
Это позволит сваривать в течение полных 10 минут, не перегреваясь и не перегреваясь, что может привести к отказу горелки.
Использование пистолета с правильной силой тока также имеет решающее значение и должно соответствовать требованиям применения. Полуавтоматические пистолеты доступны в диапазонах от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и от того, имеют ли они воздушное или водяное охлаждение. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматические сварочные горелки
Полуавтоматическая горелка для дуговой сварки металлическим электродом (GMAW) является основным оборудованием сварщика, используемым ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным и соответствовал требованиям работы.
Тип рукоятки обеспечивает удобство сварщика. Некоторые производители пистолетов предоставляют возможность индивидуальной настройки своего продукта, позволяя сварщику выбирать стиль, который он или она предпочитает. Прямые и изогнутые ручки являются распространенными вариантами. Вентилируемые ручки также доступны для уменьшения тепла.
Прямые и изогнутые ручки являются распространенными вариантами. Вентилируемые ручки также доступны для уменьшения тепла.
Ищите сварочные пистолеты с механическими компрессионными фитингами, так как они более долговечны и их можно отремонтировать в случае повреждения. Пистолеты с обжатыми фитингами ремонту не подлежат.
Другие характеристики пистолета, которые следует учитывать при выборе:
Полуавтоматическая горелка для дуговой сварки металлическим электродом (GMAW) является основным оборудованием сварщика, используемым ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным и соответствовал требованиям работы. Изображение предоставлено Tregakiss
- Силовые кабели: Выберите самый короткий из возможных, чтобы предотвратить перекручивание, которое может привести к проблемам с подачей проволоки. Более короткие кабели также, как правило, легче и удобнее для оператора сварки и являются хорошим выбором, если пространство внутри сварочной камеры ограничено или в крепежных элементах для работы.
- Триггеры: Доступны несколько стилей, включая стандартные, блокирующие, двухтактные и двухрасписаниеные переключатели. Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.
- Горловина пистолета: Доступны гибкие и вращающиеся варианты для повышения комфорта и обеспечения доступа к труднодоступным сварным швам. Те, у которых меньше изгиб, как правило, уменьшают вероятность проблем с подачей проволоки.
Оператору сварки может потребоваться некоторое время методом проб и ошибок, чтобы подобрать горелку, подходящую для работы, и наиболее предпочтительную горелку. Общение с членами команды или руководством может помочь.
Роботизированные сварочные горелки
Роботизированные сварочные горелки доступны в обычном и сквозном исполнении с различной силой тока, причем последние сегодня наиболее популярны. Как следует из названия, роботизированные сварочные пистолеты со сквозным плечом пропускают кабель питания через руку робота, а не через руку, как в обычном пистолете. Эта функция помогает уменьшить износ кабеля, вызванный удерживанием кабеля внутри отливки робота, что устраняет необходимость в дополнительных устройствах управления кабелем.
Эта функция помогает уменьшить износ кабеля, вызванный удерживанием кабеля внутри отливки робота, что устраняет необходимость в дополнительных устройствах управления кабелем.
При выборе сварочной горелки со сквозным плечом ключевое значение имеет правильная длина кабеля, чтобы избежать скручивания или перекручивания, которые возникают при слишком длинном кабеле. Если кабель слишком короткий, он может растянуться и привести к преждевременному выходу из строя. Производители обычно предлагают сквозные пистолеты с заданной длиной кабеля, которая может быть согласована с конкретной моделью робота. Однако, если монтажный кронштейн механизма подачи изготовлен по индивидуальному заказу или устройство подачи установлено в нестандартном положении, требования к длине пистолета могут измениться для кабелей, проходящих через руку.
Длина и угол шейки являются дополнительными факторами, влияющими на выбор роботизированной сварочной горелки. Производители обычно предлагают грифы короткой, средней и большой длины с углами от 180 до 45 градусов. Также доступны опции по специальному заказу, отвечающие требованиям к центральной точке инструмента (TCP).
Также доступны опции по специальному заказу, отвечающие требованиям к центральной точке инструмента (TCP).
Важно учитывать варианты крепления для защиты пистолета и дополнительные технологии, которые могут повысить его производительность.
- Муфта: Эта электронная периферия крепится к роботу для защиты его и пистолета от повреждений в случае столкновения с инструментами или деталями. Он останавливает робота, чтобы можно было оценить любой ущерб и проверить TCP перед возобновлением производства. Сцепление используется с роботами, у которых нет программного обеспечения для обнаружения столкновений.
- Твердое крепление: Это альтернатива муфте для удержания роботизированного пистолета GMAW на месте на роботах с программным обеспечением для обнаружения столкновений.
- Продувка воздухом: Эта дополнительная функция продувает сжатым воздухом переднюю часть роботизированной сварочной горелки, очищая ее от мусора. Это помогает снизить риск загрязнения сварного шва и поддерживает высокое качество сварки.
 Это помогает снизить риск загрязнения сварного шва и поддерживает высокое качество сварки.
Это помогает снизить риск загрязнения сварного шва и поддерживает высокое качество сварки.Если компания впервые внедряет роботизированную сварку, обязательно, чтобы выбор роботизированной сварочной горелки был частью процесса планирования. Модели САПР для моделирования помогают убедиться, что пистолет подходит к рабочей зоне, имеет доступ к сварному шву и маневрирует вокруг приспособлений.
Стационарные автоматические сварочные горелки
В отличие от роботизированных сварочных горелок, которые прикрепляются к руке робота, перемещающегося вокруг неподвижной детали, фиксированные автоматические сварочные горелки остаются на одном месте, пока деталь движется. Например, трубу можно прокатывать, пока пистолет сваривает соединение. Либо пистолеты можно установить в держатель и перемещать по линейному сварному шву с помощью закаточной машины.
Длина шейки ключевая для стационарного автоматического пистолета. Он должен быть достаточно длинным, чтобы полностью достать до детали и обеспечить правильный доступ к сварному соединению. Большинству ружей требуется горловина от 12 до 16 дюймов, но есть исключения, которые могут потребовать настройки. На рынке также доступны несколько углов шейки. Самый распространенный угол — 180 градусов, но грифы также доступны с изгибами на 22, 45 и 60 градусов.
Большинству ружей требуется горловина от 12 до 16 дюймов, но есть исключения, которые могут потребовать настройки. На рынке также доступны несколько углов шейки. Самый распространенный угол — 180 градусов, но грифы также доступны с изгибами на 22, 45 и 60 градусов.
Длина кабеля также важна. Расстояние от механизма подачи проволоки может варьироваться в зависимости от свариваемой детали. Обычно питатель устанавливается на стрелу, для чего может потребоваться кабель длиной до 15 футов. В других ситуациях питатель может быть установлен прямо на инструменте. В этом случае доступны бескабельные автоматические стационарные горелки, которые состоят из горелки, горловины и штыря питания, который подключается непосредственно к механизму подачи проволоки.
Другие мысли
Помимо выбора необходимых функций для полуавтоматических, роботизированных и стационарных автоматических сварочных горелок, важно учитывать расходные материалы. В частности, системы расходных материалов, которые можно использовать с каждым из этих типов пистолетов, могут помочь оптимизировать запасы и предотвратить ошибки при установке.