Содержание
Гаечные метчики для гаек из углеродистых сталей и холодноштампованных гаек
ИНСТРУМЕНТ ДЛЯ ХОЛОДНОВЫСАДОЧНЫХ И РЕЗЬБОНАКАТНЫХ СТАНКОВ
ПРЕСС-ФОРМЫ И ШТАМПЫ ИЗ КАРБИДА ВОЛЬФРАМА
ТВЕРДОСПЛАВНЫЕ ЗАГОТОВКИ ДЛЯ ЭЭО И ТОЧНОЙ ШТАМПОВКИ
ВОЛОКИ АЛМАЗНЫЕ
МАТРИЦЫ ХОЛОДНОВЫСАДОЧНЫЕ
ВЫСАДОЧНЫЕ ПУАНСОНЫ ДЛЯ БОЛТОВ, ГАЕК, ДЕТАЛЕЙ
ВЫСАДОЧНЫЕ ПУАНСОНЫ ДЛЯ ВИНТОВ И САМОРЕЗОВ
ПУАНСОНЫ ДЛЯ ГАЕК
МЕТЧИКИ
БЕССТРУЖЕЧНЫЕ МЕТЧИКИ РАСКАТНИКИ ДЛЯ РЕЗЬБОНАКАТНЫХ СТАНКОВ
ГАЕЧНЫЕ МЕТЧИКИ
ПЛАШКИ РЕЗЬБОНАКАТНЫЕ ПЛОСКИЕ
МАТРИЦЫ ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА САМОРЕЗА
ВЫТАЛКИВАТЕЛИ К ИНСТРУМЕНТУ
ПАЛЬЦЫ ПЕРЕНОСА ДЛЯ ГАЕК
РОЛИКИ РЕЗЬБОНАКАТНЫЕ
РОЛИК-СЕГМЕНТЫ ДЛЯ ПЛАНЕТАРНОЙ НАКАТКИ
ОТРЕЗНЫЕ НОЖИ
- Гаечные метчики для углеродистых
и холодноштампованных гаек - Составные гаечные метчики
с изогнутым хвостовиком - Гаечные метчики с
изогнутым хвостовиком - Гаечные метчики для нержавеющих
и горячештампованных гаек - Гаечные метчики для гаек из
нержавеющих сталей твёрже 28HRC
Выбор класса точности гаечного метчика
Диаграмма классов допусков гаечных метчиков
класс GH обычная точность (13µm), класс A повышенная точность (10µm).
Вертикальная ось — допуск среднего диаметра
Класс точности гаечного метчика определяется допусками (1, 2, 3B, 2B и т.п.) на внутреннюю резьбу
Таблица 1. Метрическая резьба (M)
| Спецификация | шаг | точность резьбы | |||
|---|---|---|---|---|---|
| класс 1 внутренней резьбы | класс 2 внутренней резьбы | ||||
| M3 M4 M4.5 M5 M5.5 | 0.5 | Gh4 | Gh5 | GH5 | GH6 |
| M3 M3.5 | 0.35 | Gh4 | Gh5 | GH5 | GH6 |
| M3.5 | 0.6 | Gh4 | Gh5 | GH5 | GH6 |
| M4 | 0.7 | Gh5 | GH5 | GH6 | GH7 |
| M5 | 0.8 | Gh5 | GH5 | GH6 | GH7 |
| M6 | 1 | Gh5 | GH5 | GH6 | GH7 |
M4 M4. 5 M6 5 M6 | 0.75 | Gh5 | GH5 | GH6 | GH7 |
| M7 M8 M9 | 1 | Gh5 | GH5 | GH6 | GH7 |
| M10 M11 | 0.75 | Gh5 | GH5 | GH6 | GH7 |
| M10 M11 M12 | 1 | Gh5 | GH6 | GH7 | GH8 |
| M8 M9 M10 M12 | 1.25 | GH5 | GH6 | GH7 | GH8 |
| M10 M11 M12 | 1.5 | GH5 | GH6 | GH7 | GH8 |
| M12 | 1.75 | GH5 | GH7 | GH8 | GH9 |
| M14 M15 M16 | 1 | GH5 | GH6 | GH7 | GH8 |
| M17 M18 M20 M22 M24 | 1 | GH5 | GH6 | GH7 | GH8 |
| M14 M15 M16 | 1.5 | GH5 | GH7 | GH8 | GH9 |
| M18 M20 M22 M24 | 1.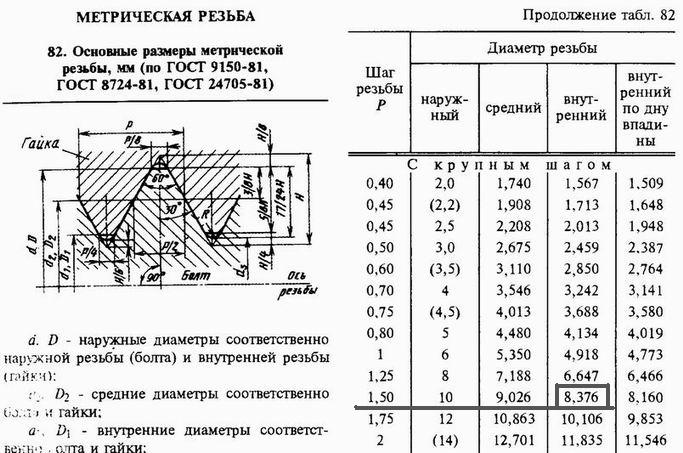 5 5 | GH6 | GH7 | GH8 | GH9 |
| M14 M16 | 2 | GH6 | GH7 | GH8 | GH9 |
| M17 | 1.5 | GH6 | GH8 | GH9 | Gh20 |
| M18 M20 M22 | 2 | GH6 | GH8 | GH9 | Gh20 |
| M18 M20 M22 | 2.5 | GH6 | GH8 | GH9 | Gh20 |
| M24 | 2 | GH6 | GH8 | GH9 | Gh20 |
| M24 | 3 | GH6 | GH8 | GH9 | Gh20 |
Таблица 2.
 Американская резьба (U)
Американская резьба (U)
| Спецификация | число ниток на дюйм (25.4 мм) | точность резьбы | |||
|---|---|---|---|---|---|
| класс 1 внутренней резьбы | класс 2 внутренней резьбы | ||||
| No.5 | 44 | Gh4 | Gh5 | GH5 | GH6 |
| No.5 No.6 | 40 | Gh4 | Gh5 | GH5 | GH6 |
| No.8 | 36 | Gh5 | GH5 | GH6 | |
| No.6 No.8 No.10 | 32 | Gh5 | GH5 | GH6 | |
| No.10 No.12 | 24 | Gh5 | GH5 | GH6 | |
| No.12 | 28 | Gh5 | GH5 | GH6 | |
| U 1/4 | 20 | Gh5 | GH5 | GH6 | GH7 |
| 28 | Gh5 | GH5 | GH6 | ||
| U 5/16 | 18 | GH5 | GH6 | GH7 | GH8 |
| 24 | GH5 | GH6 | GH7 | ||
| U 3/8 | 16 | GH5 | GH6 | GH7 | GH8 |
| 24 | GH5 | GH6 | GH7 | ||
| U 7/16 | 14 | GH5 | GH6 | GH7 | GH8 |
| 20 | GH5 | GH6 | GH7 | GH8 | |
| U 1/2 | 13 | GH6 | GH7 | GH8 | GH9 |
| 20 | GH5 | GH6 | GH7 | GH8 | |
| U 9/16 | 12 | GH6 | GH7 | GH8 | GH9 |
| 18 | GH6 | GH7 | GH8 | GH9 | |
| U 5/8 | 11 | GH7 | GH8 | GH9 | Gh20 |
| 18 | GH6 | GH7 | GH8 | GH9 | |
| U 3/4 | 10 | GH7 | GH8 | GH9 | Gh20 |
| 16 | GH6 | GH7 | GH8 | GH9 | |
| U 7/8 | 9 | GH7 | GH8 | GH9 | Gh20 |
| 14 | GH6 | GH7 | GH8 | GH9 | |
| U 1″ | 8 | GH8 | GH9 | Gh20 | Gh21 |
| 12 | GH7 | GH8 | GH9 | Gh20 | |
Таблица 3.
 Дюймовая резьба (W)
Дюймовая резьба (W)
| Спецификация | число ниток на дюйм (25.4 мм) | точность резьбы | |||
|---|---|---|---|---|---|
| класс 1 внутренней резьбы | класс 2 внутренней резьбы | ||||
| W 1/8 | 44 | Gh4 | Gh5 | GH5 | GH6 |
| W 5/32 | 40 | Gh4 | Gh5 | GH5 | GH6 |
| W 3/24 | 36 | Gh5 | GH5 | GH6 | |
| W 1/4 | 20 | Gh5 | GH5 | GH6 | GH7 |
| W 5/16 | 18 | GH5 | GH6 | GH7 | GH8 |
| W 3/8 | 16 | GH5 | GH6 | GH7 | GH8 |
| W 7/16 | 14 | GH5 | GH6 | GH7 | GH8 |
| W 1/2 | 12 | GH6 | GH7 | GH8 | GH9 |
| W 9/16 | 12 | GH6 | GH7 | GH8 | GH9 |
| W 5/8 | 11 | GH7 | GH8 | GH9 | Gh20 |
| W 3/4 | 10 | GH7 | GH8 | GH9 | Gh20 |
| W 7/8 | 9 | GH7 | GH8 | GH9 | Gh20 |
| W 1″ | 8 | GH8 | GH9 | Gh20 | Gh21 |
Примечания:
1) Действительные параметры точности при обработке материалов могут отличаться от эталонных в зависимости от конкретных материалов и условий обработки.
2) Таблицы 1, 2 и 3 определяют допуск метчика с дискретностью 12,7 мкм (0.0005″).
верхний предел допуска = 12,7 мкм × n (где n = номер RH допуска метчика)
нижний предел допуска = верхний предел — 12,7 мкм
Пример: класс точности GH6
верхний предел допуска:
12,7 × 6 = 77 мкм,
нижний предел допуска:
77 мкм — 12,7 мкм (округление до 13 мкм) = 64 мкм
Скорость нарезания резьбы в разных материалах
| Вид гайки | скорость резания (м/мин) | Смазочно-охлаждающая жидкость для накатывания резьбы | |
| гайка холодного формования | мягкая сталь | 25 ~ 35 | Водонерастворимые СОЖ для режущего инструмента |
| обычная сталь | 20 ~ 30 | ||
| гайка горячего формования | мягкая сталь | 25 ~ 35 | |
|---|---|---|---|
| обычная сталь | 20 ~ 30 | ||
| гайки термообработанные | 25~30HRC | 25 ~ 35 | |
| 30 ~ 36HRC | 10 ~ 20 | ||
| гайка из нержавеющей стали | 15 ~ 25 | ||
Формула расчёта скорости резания:
V = π × D × N / 1000
π = 3,1416
V — скорость резания (м/мин)
D — диаметр метчика (мм)
N — скорость вращения шпинделя (об/мин)
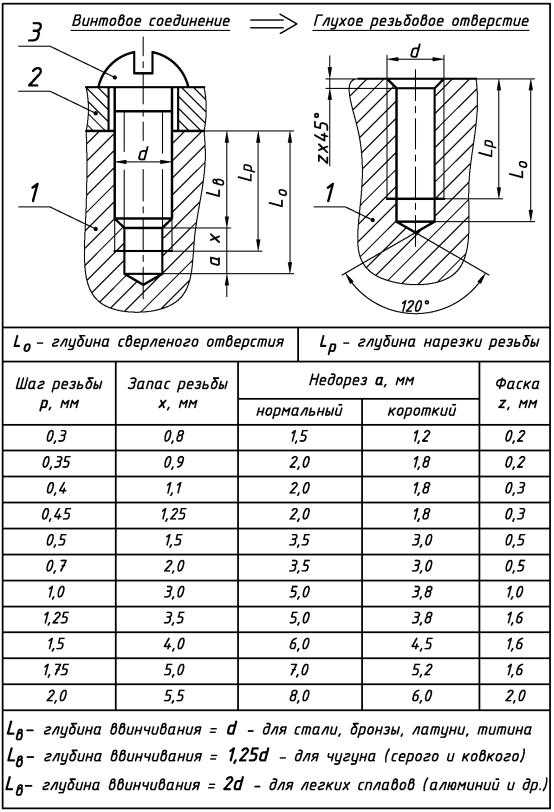
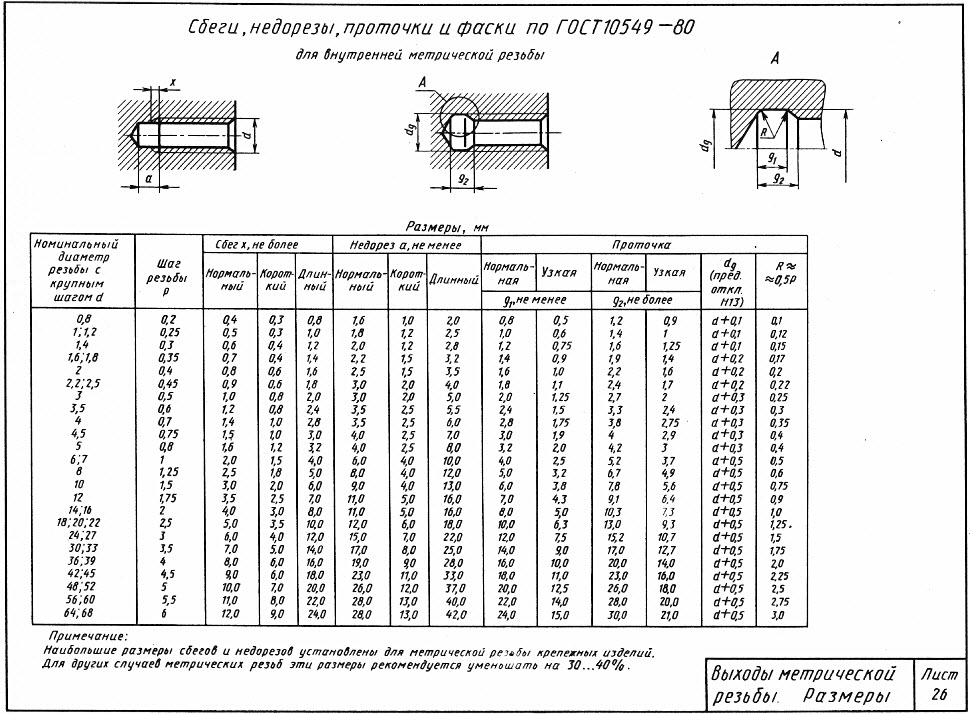
Диаметр отверстия под резьбу
Таблица 1.
 Метрическая резьба с основным шагом (M)
Метрическая резьба с основным шагом (M)
| Спецификация | минимальный размер | максимальный размер | ||||
|---|---|---|---|---|---|---|
| класс 1 | класс 2 | класс 3 | ||||
| 5H | 6H | 7H | ||||
| M3 × 0.5 | 2.46 | 2.57 | 2.6 | 2.64 | ||
| M3.5 × 0.6 | 2.85 | 2.98 | 3.01 | 3.05 | ||
| M4 × 0.7 | 3.24 | 3.38 | 3.42 | 3.47 | ||
| M4.5 × 0.75 | 3.69 | 3.84 | 3.88 | 3.92 | ||
| M5 × 0.8 | 4.13 | 4.29 | 4.33 | 4.38 | ||
| M6 × 1 | 4. 92 92 | 5.11 | 5.15 | 5.22 | ||
| M7 × 1 | 5.92 | 6.11 | 6.15 | 6.22 | ||
| M8 × 1.25 | 6.65 | 6.86 | 6.91 | 6.98 | ||
| M9 ×1.25 | 7.65 | 7.86 | 7.91 | 7.98 | ||
| M10 × 1.5 | 8.38 | 8.61 | 8.68 | 8.75 | ||
| M11 × 1.5 | 9.38 | 9.61 | 9.68 | 9.75 | ||
| M12 × 1.75 | 10.11 | 10.37 | 10.44 | 10.53 | ||
| M14 × 2 | 11.84 | 12.14 | 12.21 | 12.31 | ||
| M16 × 2 | 13. 84 84 | 14.14 | 14.21 | 14.31 | ||
| M18 × 2.5 | 15.29 | 15.65 | 15.74 | 15.85 | ||
| M20 × 2.5 | 17.29 | 17.65 | 17.74 | 17.85 | ||
| M22 × 2.5 | 19.29 | 19.65 | 19.74 | 19.85 | ||
| M24 × 3 | 20.75 | 21.15 | 21.25 | 21.38 | ||
| M27 × 3 | 23.75 | 24.15 | 24.25 | 24.38 | ||
Таблица 2. Метрическая резьба с мелким шагом (MF)
| Спецификация | минимальный размер | максимальный размер | ||
|---|---|---|---|---|
| класс 1 | класс 2 | класс 3 | ||
| 5H | 6H | 7H | ||
M4 × 0. 5 5 | 3.46 | 3.57 | 3.6 | 3.64 |
| M5 × 0.5 | 4.46 | 4.57 | 4.6 | 4.64 |
| M6 × 0.75 | 5.19 | 5.34 | 5.38 | 5.42 |
| M7 × 0.75 | 6.19 | 6.34 | 6.38 | 6.42 |
| M8 × 0.75 | 7.19 | 7.34 | 7.38 | 7.42 |
| M9 × 0.75 | 8.19 | 8.34 | 8.38 | 8.42 |
| M8 × 1 | 6.92 | 7.11 | 7.15 | 7.22 |
| M9 × 1 | 7.92 | 8.11 | 8.15 | 8.22 |
| M10 × 1 | 8.92 | 9.11 | 9.15 | 9.22 |
| M10 × 1.25 | 8.65 | 8.86 | 8.91 | 8.98 |
| M12 × 1.25 | 10.65 | 10.86 | 10.91 | 10.98 |
| M14 × 1.25 | 12.65 | 12.86 | 12.91 | 12.98 |
M12 × 1. 5 5 | 10.38 | 10.61 | 10.68 | 10.75 |
| M14 × 1.5 | 12.38 | 12.61 | 12.68 | 12.75 |
| M16 × 1.5 | 14.38 | 14.61 | 14.68 | 14.75 |
| M18 × 1.5 | 16.38 | 16.61 | 16.68 | 16.75 |
| M20 × 1.5 | 18.38 | 18.61 | 18.68 | 18.75 |
| M22 × 1.5 | 20.38 | 20.61 | 20.68 | 20.75 |
| M24 × 1.5 | 22.38 | 22.61 | 22.68 | 22.75 |
| M18 × 2 | 15.84 | 16.14 | 16.21 | 16.31 |
| M20 × 2 | 17.84 | 18.14 | 18.21 | 18.31 |
| M22 × 2 | 19.84 | 20.14 | 20.21 | 20.31 |
| M24 × 2 | 21.84 | 22.14 | 22.21 | 22.31 |
Таблица 3. Американская резьба с крупным шагом (UNC)
| Спецификация | минимальный размер | максимальный размер | |||
|---|---|---|---|---|---|
| 3B | 2B | 1B | |||
No. 4-40UNC 4-40UNC | 2.16 | 2.39 | 2.39 | ||
| No. 5-40UNC | 2.49 | 2.7 | 2.7 | ||
| No. 6-32UNC | 2.64 | 2.9 | 2.9 | ||
| No. 8-32UNC | 3.3 | 3.53 | 3.53 | ||
| No.10-24UNC | 3.68 | 3.95 | 3.96 | ||
| No.12-24UNC | 4.34 | 4.55 | 4.6 | ||
| 1/4-20UNC | 4.98 | 5.25 | 5.26 | ||
| 5/16-18UNC | 6.4 | 6.68 | 6.73 | ||
| 3/8-16UNC | 7.8 | 8.08 | 8.15 | ||
| 7/16-14UNC | 9.14 | 9.44 | 9.55 | ||
| 1/2-13UNC | 10.59 | 10.88 | 11.02 | ||
| 9/16-12UNC | 11.99 | 12.3 | 12.45 | ||
| 5/8-11UNC | 13. 39 39 | 13.69 | 13.87 | ||
| 3/4-10UNC | 16.31 | 16.62 | 16.84 | ||
| 7/8-9UNC | 19.18 | 19.51 | 19.76 | ||
| 1″-8UNC | 21.97 | 22.34 | 22.61 | ||
Таблица 4. Американская резьба с мелким шагом (UNF)
| Спецификация | минимальный размер | максимальный размер | |||
|---|---|---|---|---|---|
| 3B | 2B | 1B | |||
| No. 4-48UNF | 2.27 | 2.46 | 2.46 | ||
| No. 5-44UNF | 2.55 | 2.74 | 2.74 | ||
| No. 6-40UNF | 2.82 | 3.01 | 3.02 | ||
| No. 8-36UNF | 3.4 | 3.6 | 3.61 | ||
| No.10-32UNF | 3.96 | 4.17 | 4.17 | ||
No. 12-28UNF 12-28UNF | 4.5 | 4.72 | 4.72 | ||
| 1/4-28UNF | 5.36 | 5.56 | 5.59 | ||
| 5/16-24UNF | 6.78 | 7 | 7.04 | ||
| 3/8-24UNF | 8.38 | 8.57 | 8.64 | ||
| 7/16-20UNF | 9.73 | 9.95 | 10.03 | ||
| 1/2-20UNF | 11.33 | 11.52 | 11.61 | ||
| 9/16-18UNF | 12.75 | 12.97 | 13.08 | ||
| 5/8-18UNF | 14.35 | 14.55 | 14.68 | ||
| 3/4-16UNF | 17.32 | 17.55 | 17.68 | ||
| 7/8-14UNF | 20.27 | 20.49 | 20.68 | ||
| 1″-12UNF | 23.11 | 23.36 | 23.57 | ||
Таблица 5. Дюймовая резьба (W)
| Спецификация | минимальный размер | максимальный размер | |||
|---|---|---|---|---|---|
| II, III, IV | |||||
| 1/8 W 40 | 2. 49 49 | 2.68 | |||
| 5/32 W 32 | 3.1 | 3.31 | |||
| 3/16 W 24 | 3.58 | 3.82 | |||
| 1/4 W 20 | 4.91 | 5.2 | |||
| 5/16 W 18 | 6.34 | 6.67 | |||
| 3/8 W 16 | 7.73 | 8.11 | |||
| 7/16 W 14 | 9.05 | 9.51 | |||
| 1/2 W 12 | 10.31 | 10.83 | |||
| 9/16 W 12 | 11.9 | 12.42 | |||
| 5/8 W 11 | 13.26 | 13.82 | |||
| 3/4 W 10 | 16.18 | 16.78 | |||
| 7/8 W 9 | 19.03 | 19.69 | |||
| 1″ W 8 | 21.81 | 22.51 | |||
Расчёт диаметра отверстия под резьбу:
Формула 1
диаметр отверстия = D — 2 × h2 × (f1/100)
D — диаметр метчика
f1 = 90 % — рабочая высота профиля резьбы в процентах
h2 — высота профиля резьбы
h2 = 0. 541266 × P
541266 × P
P — шаг резьбы
Формула 2
диаметр отверстия = D — P
D — диаметр метчика
P — шаг резьбы
Особенности резьбонарезания, точность резьбы | stamo-tools.ru
Силы, действующие при резьбонарезании
Ниже приведены силы возникающие при резьбонарезании у метчика со спиральной канавкой (рис. А) и с прямой канавкой с подточкой (рис. Б):
Направление вращения Силы резания Осевые силы Радиальные силы
| ||
рис. А (силы, действующие при использовании метчиков с правой спиралью) | рис. Б (силы, действующие при использовании метчиков со спиральным забрным конусом) |
Это необходимо учесть при использовании плавающих резьбонарезных патронов.
В случае использования метчиков с правой спиралью осевые силы направлены в сторону подачи, что компенсируется продольным растяжением патрона. Это может привести к увеличенному шагу резьбы.
Это может привести к увеличенному шагу резьбы.
Поэтому значение подачи необходимо назначать приблизительно на 5% меньше от расчетной Vf= n*p (где n частота вращения, p-шаг резьбы).
В случае использования метчиков с левой спиралью или прямыми канавками осевые силы действуют против направления подачи, поэтому рекомендуется использовать расчетное значение подачи.
Точность резьбы
| Метчик | Внутренняя резьба, гайка | Тип соединения | ||||||
| ISO | DIN | ANSI/ASME | ||||||
| ISO 1 | 4H | 3B | 4H | 5H | C натягом | |||
| ISO 2 | 6H | 2B | 4G | 5G | 6H | По переходной посадке | ||
| ISO 3 | 6G | 1B | 6G | 7H | 8H | С зазором | ||
| 7G | 7G | 8G | Прослабленное под покрытие | |||||
Классы точности
Внутренняя резьба класс точности H | Допуски на метчики | Допуски на раскатники | Внутренняя резьба класс G |
D2 — средний диаметр, Au- основное отклонение
Для получения стандартного резьбового соединения с переходной посадкой необходимо использовать метчики с допуском ISO 2, 6H или 2В. Метчики с меньшим допуском по ISO 1 (4Н или 3В) позволяют получить соединение с натягом по среднему диаметру резьбы. Метчики с допуском по ISO 3 (6G, 1B) используются в гайках, на которые предполагается нанести покрытие.
Метчики с меньшим допуском по ISO 1 (4Н или 3В) позволяют получить соединение с натягом по среднему диаметру резьбы. Метчики с допуском по ISO 3 (6G, 1B) используются в гайках, на которые предполагается нанести покрытие.
Кроме метчиков с допусками 6H, 6G и 7G выпускаются метчики 6HX и 6GX. Буква “X” означает, что данный допуск не является стандартным. Такие метчики применяются в материалах для компенсации эластичной деформации материала. Поле допуска 6H и 6HX одно и то же. Используется такой вид допуска, как правило, в раскатниках.
Допуски на метрическую резьбу по стандарту ISO
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| Внутренняя резьба |
| Метчик |
Класс резьбы, пределы H
Классы резьбы
Существует (3) установленных класса резьбы, обозначенных в унифицированной серии добавлением: «А» для винтов и «В» для гаек (или других внутренних резьб), чтобы показать определенные пределы и допуски.
Резьба класса 1B
В то время как винт 1A может легко вкручиваться для быстрой и легкой сборки. Отверстие классифицируется как 1B. Посадка — резьба 1В, (очень редко используется в современной металлообработке)
Резьба класса 2B
Состоит из винта 2А в отверстии 2В. Резьба 2В имеет широкое применение. Он используется для покрытия, отделки и покрытия в ограниченной степени и, следовательно, имеет достаточные допуски.
Резьба класса 3B
3A ввинчивается в гайку 3B или отверстие с внутренней резьбой, используется там, где пределы допуска близки.
Номера GH
Номера GH перечислены ниже. «G» обозначает заземляющую резьбу. «H» означает, что диаметр шага выше основного. За этими двумя буквами (GH) следует цифра, указывающая допустимый размер превышения диаметра шага.
| h2 | = | от Базового до Плюс . 0005 0005 | ||
| h3 | = | Базовый Плюс .0005 до Плюс .0010 | ||
| h4 | = | Базовый Плюс .0010 до Плюс .0015 | ||
| h5 | = | Базовый Плюс .0015 до Плюс .0020 | ||
| H5 | = | Базовый Плюс .0020 до Плюс .0025 | ||
| H6 | = | Базовый Плюс .0025 до Плюс .0030 | H=выше базового | |
| H7 | = | Базовый Плюс .0030 до Плюс .0035 | L=ниже базового |
Отношение делительного диаметра метчика к основному делительному диаметру
Американские производители метчиков используют ряд предельных значений диаметра шага метчика. Эти пределы имеют допуск 0,0005 для метчиков размером от 0 до 1 дюйма и допуск 0,001 дюйма или более для размеров метчиков от 1 дюйма до 1 1/2 дюйма в диаметре.
Пример: 1/4-20. Взаимосвязь между ограничениями среднего диаметра метчика и базовым номинальным диаметром шага.
| Базовый Делительный диаметр: .2175 | —-.2200 | ||||||
| —-.2190 | |||||||
| —-.2185 | |||||||
| —-.2180 | |||||||
| —-.2175 | |||||||
| —-.2170 | |||||||
Примечания:
- Метчик не может производить резьбу определенного класса, он может производить резьбовое отверстие в определенных пределах изделия.

- Поскольку метчик используется только для нарезания резьбы в отверстии или для нарезания внутренней резьбы, метчик не влияет на посадочные свойства сопрягаемой внешней резьбы.
- Для производства того, что обычно называют классом резьбы, как наружная, так и внутренняя резьба должны быть в соответствующих пределах продукта. Только когда оба элемента резьбового узла попадают в желаемые пределы класса, можно гарантировать правильную посадку.
- Приемлемость резьбового отверстия любого класса определяется только точным резьбовым калибром-пробкой «G0» или «HI» соответствующего класса. Приемлемость охватываемой части с внешней резьбой также определяется соответствующим калибром-кольцом с резьбой «GO» или «LO».
- Ограничения метчиков относятся к различным размерам производимых метчиков. Следует выбрать метчик, который будет производить внутреннюю резьбу в пределах желаемого предела продукта. Пределы касания обозначаются как L1, h2, h3, h4 и т. д.
- Хотя шлифованные метчики изготавливаются с прецизионными допусками в рамках строго контролируемых производственных процессов и гарантируется точность отдельных элементов, всегда существует возможность присутствия неизвестных факторов, которые могут отрицательно сказаться на хороших характеристиках метчика.

Трансформаторы тока и ответвители напряжения — максимальная энергоэффективность
Везде, где измеряются и обрабатываются большие токи, трансформаторы тока WAGO — ваш лучший выбор. Отводы напряжения также легко и безопасно снимают измерительное напряжение в существующих системах.
Преимущества:
- Безопасная и надежная проводка с помощью CAGE CLAMP ® Технология соединения
- Полный ассортимент продукции для новых систем, а также для модернизации существующих установок
- Согласованные компоненты для управления данными об энергопотреблении
Отвод тока и напряжения
Комбинация трансформатора тока и отвода напряжения, отводы тока и напряжения WAGO можно быстро и легко установить в гнездо для перемычки 95 мм 2 (4/0 AWG) сильноточная сквозная клеммная колодка (285-195).
Преимущества:
- Данные о мощности могут передаваться напрямую в источник питания
- Встроенный трансформатор тока 25 A/1 A
- Соответствует классу точности 0,5 согласно EN 61869-2 для получения точных результатов измерений измерительные приборы
Показать список продуктов
Втычные трансформаторы тока с зажимом CAGE CLAMP
® Технология соединения
Преимущества:
- Безвинтовой ЗАЖИМ CAGE CLAMP ® Технология соединения
- Комплект для быстрого монтажа для простой и экономичной установки
- Исключительная универсальность благодаря нескольким вариантам монтажа резервные вторичные клеммы S1 и S2
- Перечислен UL
Показать список продуктов
Трансформаторы тока с разъемным сердечником
Преимущества:
- Компактные трансформаторы тока с разъемным сердечником идеально подходят для модернизации существующих систем
- Без прерывания пути тока
- Простая и экономичная установка с помощью кабельных стяжек
- Ножка трансформатора (855-5xxx) может быть полностью удалена при ограниченном пространстве
Показать список продуктов
Втычные трансформаторы тока с технологией соединения
picoMAX ®
Преимущества:
- Простая установка вторичного кабеля с помощью разъема picoMAX ® Технология соединения
- Компактный монтаж непосредственно над автоматическим выключателем благодаря боковым защелкам для оптимального серийного монтажа
- Внесен в список UL
Показать список продуктов
Катушки Роговского
Катушки Роговского серии 855 компании WAGO представляют собой замкнутую катушку с немагнитным разъемным сердечником и надежно преобразовывают переменный ток.
Преимущества:
- Уменьшенная занимаемая площадь — идеально подходит для измерения больших токов с разъемным сердечником
- Простота использования благодаря байонетному замку и точкам крепления для кабельных стяжек
- Повышенная безопасность благодаря пломбируемому байонетному замку
- Прямое подключение поясов Роговского к 3-фазному модулю измерения мощности (750-495/000-002)
- Готов к работе использование по всему миру во многих отраслях благодаря списку UL
Показать список продуктов
Ответвители напряжения для изолированных проводников
Отводы напряжения WAGO серии 855 легко и безопасно снимают измерительное напряжение в существующих системах. Контакт проводника осуществляется через соединение IDC для быстрого отвода напряжения.
Преимущества:
- Надежное снятие измеряемого напряжения одним поворотом
- Соединение со врезным изолятором без инструментов гарантирует надежную установку
- Возможен предохранитель 2 A (5 x 25 мм)
- Для изолированных проводников до 16 мм⊃2 ; (6 AWG)
Показать список продуктов
Все продукты
Откройте для себя широкий ассортимент трансформаторов тока и ответвителей напряжения WAGO.