Содержание
Индикаторные, цифровые и микрометрические нутрометры по 2-м и 3-м точкам
8-812-309-89-91
Обратный звонок
| Ваш регион: Москва Изменить |
|
Нутромеры от 5-30 до 25-50 микрометрические с боковыми губками
От 5-30х0,01 мм
до 25-50х0,01 мм
Нутромеры от 5-30 до 75-100 микрометрические с боковыми губками Vogel
От 5-30х0,01 мм
до 75-100х0,01 мм
Нутромер микрометрический 5-55 мм с боковыми губками двусторонние Vogel
Нутромер микрометрический 5-55 мм с боковыми губками для внутренних измерений двусторонний с установочной мерой ø 30 мм
Нутромеры от 5-30 до 125-150 цифровые с боковыми губками Vogel
Нутромеры цифровые с боковыми губками для простых и быстрых измерений отверстий и других внутренних размеров
От 5-30х0,001 до 125-150х0,001 мм
с выводом данных RS 232C
Нутромеры НИ 10 — НИ 450 с индикатором
Нутромеры индикаторные отечественные типа НИ
от НИ 10 (6-10х0,01 мм) до НИ 450 (250-450х0,01 мм)
Нутромеры НИ 50 — НИ 450 с индикатором для измерений глубоких отверстий до 1000 мм
Нутромеры индикаторные типа НИ
от НИ 50 (18-50х0,01 мм) до НИ 450 (250-450х0,01 мм) и глубиной отверстий от 500 до 1000 мм
Нутромеры НИ 10 — НИ 1000 с индикатором КРИН
Нутромеры индикаторные отечественные типа НИ
1кл. и 2кл. ГОСТ 868-82 КРИН
и 2кл. ГОСТ 868-82 КРИН
Нутромеры НЦ 10 -НЦ 50 с цифровым индикатором
Нутромеры цифровые типа НЦ
от НЦ 10 (6-10х0,01 мм) до НЦ 50 (18-50х0,01 мм)
Нутромеры НИ 6 — НИ 800 без индикатора для измерения отверстий Vogel
От 4,5-6х0,01 мм
до 400-800х0,01 мм
с твердосплавными или
с закаленными колками
Нутромеры НИ 18 — НИ 250 с индикатором для измерения отверстий Vogel
От 10-18х0,01 мм
до 160-250х0,01 мм
с закаленными колками
Включены в ГосРеестр
Удлинители 250-2000мм для индикаторных нутромеров Vogel
Удлинители от 250
до 2000 мм для нутромеров
Настройщик индикаторных нутромеров
Диапазон настройки нутромеров от 4,5-35 до 160-800
Приспособление для настройки нутромеров и других измерителей
Приспособление для настройки внутренних и наружных размеров измерителей и нутромеров и других измерителей L=500 мм
Нутромеры НМ 75 — НМ 600 микрометрические с откручиваемыми мерами
Нутромеры микрометрические для измерения внутренних размеров по ГОСТ 10-88
от 50 — 75х0,01 мм до 50 — 600х0,01 мм
Нутромеры НМ 200 — НМ 6000 микрометрические с откручиваемыми мерами Vogel
От 100-200х0,01 мм
до 100-6000х0,01 мм
Нутромеры НМ 30 — НМ 775 микрометрические внутренние Vogel
От 25-30х0,01 мм
до 750-775х0,01 мм
Включены в ГосРеестр
Нутромеры НМ 150 — НМ 1450 микрометрические твердосплавного исполнения Vogel
От 50-150х0,01 мм
до 500-1450х0,01 мм
с откручиваемыми мерами
Включены в ГосРеестр
Нутромеры 8-150 мм телескопические по 2-м точкам Vogel в наборе
Набор из 6 штук телескопических нутромеров для измерения внутренних размеров деталей от 8 до 150 мм в труднодоступных местах, где измерения не могут быть произведены обычными измерительными приборами. Глубина измерения до 127 мм
Глубина измерения до 127 мм
Нутромеры 8-150 мм телескопические по 2-м точкам удлинённые в наборе Vogel
Набор из 6 штук телескопических нутромеров для измерения внутренних размеров деталей от 8 до 150 мм в труднодоступных местах, где измерения не могут быть произведены обычными измерительными приборами.
Глубина измерения до 300 мм
Нутромеры от 6-8 до 87-100х0,001 цифровые по 3-м точкам с выводом данных Vogel
От 6-8х0,001 мм до 87-100х0,001 мм
С защитой IP 54 и с выводом данных через кабель, WiFi, Bluetooth
Нутромеры от 6-8 до 250-350 цифровые по 3-м точкам Bowers
От 6-8х0,001 мм до 250-300х0,001 мм
С защитой IP 67 и
с выводом данных Proximity-USB/ RS 232
Наборы нутромеров от 2-6 до 100-200 цифровых Bowers по 2-м и 3-м точкам
от 2-6х0. 001 мм до 100-200х0.001 мм
001 мм до 100-200х0.001 мм
с удлинителями и установочными мерами
Нутромеры от 6-8 до 250-350 цифровые по 3-м точкам Bowers в форме пистолета
От 6-8х0,001 мм до 250-300х0,001 мм
С защитой IP 67 и
с выводом данных Proximity-USB/ RS 232
Наборы нутромеров от 2-6 до 100-200 цифровых в форме пистолета Bowers по 2-м и 3-м точкам
от 2-6х0.001 мм до 100-200х0.001 мм
с установочными мерами
Наборы нутромеров от 300-400 до 300-500 цифровых по 3-м точкам Bowers для больших отверстий
От 300-400х0,001 мм до 300-500х0,001 мм мм
С защитой IP 67 и
с выводом данных Proximity-USB/ RS 232
Наборы нутромеров от 1 до 10 цифровых по 2-м точкам Bowers для микроотверстий
Нутромеры для микроотверстий от 1 до 10 мм с ценой деления 0,01/0,001/0,0005 мм
С защитой IP 65 и с выводом данных Proximity-USB/ RS 232
Нутромеры от 6-8 до 275-300 микрометрические по 3-м точкам Bowers
Для измерения внутренних отверстий диаметром от 6-8х0,002 мм до 275-300х0,005 мм
Наборы нутромеров от 2-3 до 150-200 микрометрических Bowers по 2-м и 3-м точкам
Наборы нутромеров по 2-м и 3-м точкам микрометрические от 2-3х0. 001 мм до 150-200х0.002 мм установочными мерами
001 мм до 150-200х0.002 мм установочными мерами
Нутромеры от 6-8 до 87-100 микрометрические по 3-м точкам Vogel
Для измерения внутренних отверстий диаметром от 6-8х0,001 мм до 87-100х0,005 мм
Нутромеры от 100-125 до 325-350 микрометрические по 3-м точкам Vogel
Для измерения внутренних отверстий больших диаметров от 100-125х0,005 мм до 325-350х0,005 мм
Наборы нутромеров от 6-12 до 40-100 микрометрических по 3-м точкам Vogel
Для измерения внутренних оверстий от 6-12х0,001 мм до 40-100х0,005 мм
Удлинители для 3-х точечных нутромеров
Удлинители от 50 мм
до 300 мм для 3-х точечных нутромеров
Нутромеры представляют собой прибор, состоящий из головки и наконечников сферической формы, которые располагаются на плоскости – под углом 180 градусов относительно друг друга.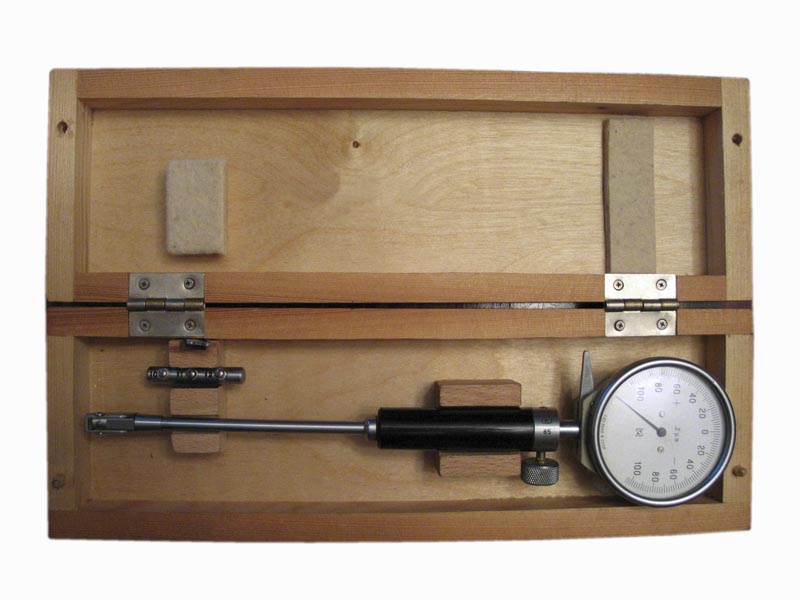 При помощи сменных наконечников можно увеличивать предел измерения. Кроме того, могут присутствовать и дополнительные механизмы для центрирования измерительной линии и передачи на специальное устройство вычисления передвижений наконечников.
При помощи сменных наконечников можно увеличивать предел измерения. Кроме того, могут присутствовать и дополнительные механизмы для центрирования измерительной линии и передачи на специальное устройство вычисления передвижений наконечников.
Существуют различные виды нутромеров, или, как их еще называют, штихмасов, однако какой-либо систематизированной классификации этих устройств в литературе не имеется.
И все же по способу измерения выделяют нутромеры
- микрометрические, с абсолютным методом измерения,
- индикаторные, с относительным методом измерения.
Также при выборе данного прибора учитываются и такие характеристики как конструкция, тип передачи, вид контакта с поверхностью измерения. В последние годы большую популярность приобретают цифровые нутромеры, оснащенные, как правило, жидкокристаллическим дисплеем с отличным считыванием показаний, что заметно облегчает работу с ними.
Нутромер для измерения диаметра цилиндра. Индикаторный нутрометр
Индикаторный нутрометр
Использование современных измерительных инструментов – это гарантия получения высокоточных результатов. Если вы хотите купить нутромер, позвоните нам по телефону 8-800-100-39-81 (звонок бесплатный) – наши менеджеры подробно расскажут обо всех особенностях заинтересовавшего вас прибора. Мы всегда готовы помочь вам в подборе подходящего инструмента.
Измерительный инструмент и Нутромеры, нутромер купить По запросу «куплю нутромер микрометрический» вы не найдёте лучших предложений. На странице каталога вы найдёте нутромер, цена которого будет оптимальной. Индикаторный нутромер цена, нутромер трехточечный микрометрический, нутромер нм 50 75.
Выбор региона
Заказ обратного звонка
Ваше имя
Телефон
Спасибо за ваше обращение!
Наш оператор свяжется с вами в течение 5 минут.
Ok
Заявка на покупку товара
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами
Ваше имя
Я представитель юридического
лица
Спасибо за ваше обращение!
Наш оператор в скором времени свяжется с вами.
Ok
Нутромер для измерения диаметра цилиндра:фото,выбор,проведение измерений
- Какими видами нутромеров можно измерить диаметр цилиндра?
- Подбор нутромера для измерения диаметра цилиндра
- Как пользоваться нутромером – принцип проведения измерения диаметра цилиндра
- Видео
Нутромер является измерительным инструментом, который предназначается для получения данных о расстоянии между двумя поверхностями, а также определения внутреннего диаметра различных деталей. В среднем, точность измерения этим прибором составляет 0,01 мм. Нутромер для измерения диаметра цилиндра состоит из сменных калиберных стержней, которые являются удлинителями и головки. Сама головка состоит из следующих частей:
Нутромер для измерения диаметра цилиндра состоит из сменных калиберных стержней, которые являются удлинителями и головки. Сама головка состоит из следующих частей:
- Сменный наконечник;
- Стопорное устройство;
- Стебель;
- Колпачок;
- Барабан;
- Микрометрический винт
фото:устройство нутромера
Благодаря наличию сменных наконечников можно увеличить предел измерений. Для тех приборов, у которых точность измерения составляет 0,01 мм, актуальным ГОСТом является 868-82, а для устройств с ценой деления 0,001 или 0,002 мм – 9244-75.
Преимущества нутромеров состоят в достаточно высокой точности измерения, как для частной, так и для производственной сфере. Стоимость прибора также не высока. Главное, что здесь сохраняются преимущества всех механических устройств, куда относится долговечность работы. В то же время за ними требуется специальный уход и особые условия хранения. При поломке зачастую ремонт очень сложен и выходит легче заменить прибор на новый, чем отремонтировать. При некоторых измерениях на мягких частях могут оставаться деформации, если было сильное нажатие. Если речь идет об измерении цилиндров, то возникают сложности в местах, где имеются окна.
При некоторых измерениях на мягких частях могут оставаться деформации, если было сильное нажатие. Если речь идет об измерении цилиндров, то возникают сложности в местах, где имеются окна.
Какими видами нутромеров можно измерить диаметр цилиндра?
Нутромеры зачастую используется для измерения диаметра цилиндра. Для этой операции не подходят микрометры, так что специалисты используют эти разновидности устройств. Измерение цилиндров нутромером производится в двух перпендикулярных плоскостях и четырех поясах. Для этого подходят самые популярные разновидности нутромеров.
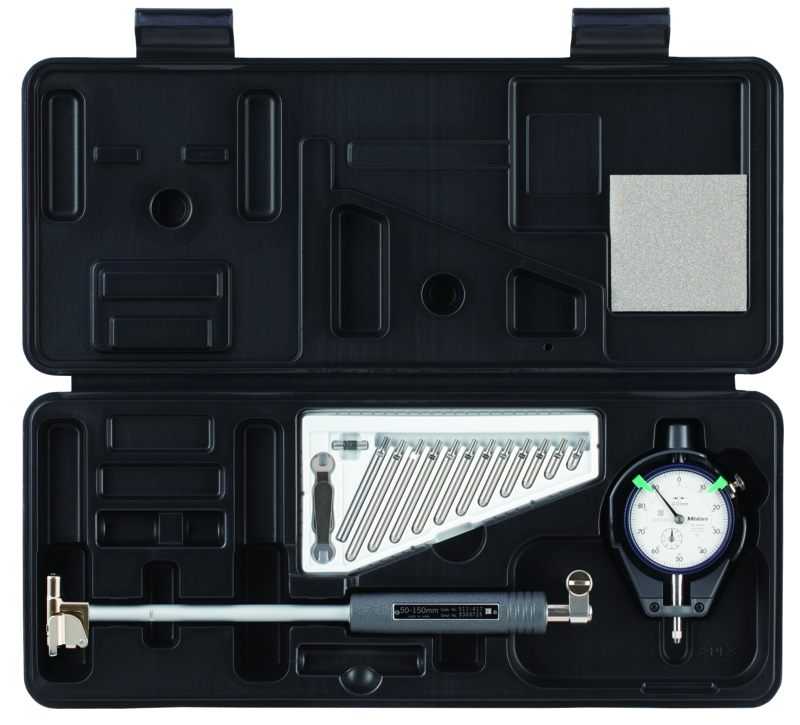
Индикаторный тип устройства подходит больше для тех цилиндров, диаметр которых является относительно небольшим. Они могут работать с размерами от 6 мм и больше. Он легко в использовании, но использует относительный метод измерения, так что у прибора имеются две шкалы. Несмотря на то, что он может работать с маленькими величинами, погрешность у него является более высокой, чем у другого типа этих устройств.
фото:нутромер индикаторный для измерения диаметра цилиндра
Микрометрический нутромер использует абсолютный способ измерения, что при той же цене деления, что и у индикаторного типа дает значительно меньшую погрешность. Предел измерений здесь лежит в диапазоне от 50 до 4000 мм, что зависит от конкретной модели. Люди нередко используют два прибора, чтобы получить более точные данные.
Подбор нутромера для измерения диаметра цилиндра
Чтобы измерить цилиндр нутромером, требуется правильно подобрать само устройство. От этого будет напрямую зависеть точность результата, а также удобство использования. В первую очередь следует определиться с подходящими размерами, так как у микрометрического и индикаторного типа слишком большой разброс по минимальному пределу. Если нужно работать с деталями диаметром до 5 см, то подойдет индикаторный нутромер, если более – микрометрический.
Далее уже нужно определяться с тем, какие сменные калиберные стержни должны идти в наборе. Они расширяют и сужают рабочий диапазон прибора, так что для получения правильных данных нужно иметь широкий запас сменных частей. Чем выше класс точности, тем меньше погрешность, так что современные высокоточные устройства позволяют получить максимально точные данные для дальнейшей работы.
Они расширяют и сужают рабочий диапазон прибора, так что для получения правильных данных нужно иметь широкий запас сменных частей. Чем выше класс точности, тем меньше погрешность, так что современные высокоточные устройства позволяют получить максимально точные данные для дальнейшей работы.
Естественно, что прибор должен пройти поверку, не иметь повреждений и соответствовать принятым ГОСТам. Если есть возможность, то специалисты проводят измерение несколькими приборами одновременно.
Как пользоваться нутромером – принцип проведения измерения диаметра цилиндра
Перед тем как использовать нутромер для цилиндров, необходимо убедиться, что все его стрелки находятся в нулевой позиции. Если этого нет, то их можно отрегулировать при помощи специальных винтов, отвечающих за положение стрелок. Сложность измерения цилиндра заключается в том, что не всегда можно зафиксировать прибор, чтобы он ровно стоял и точно соответствовал требуемой горизонтали.
фото:измерения диаметра цилиндра нутромером
Деталь измеряется минимум в четырех различных местах, желательно, с одинаковой удаленностью друг от друга. Это помогает определить конусность изделия и внутренние деформации. Еще одной сложностью является невозможность измерения диаметра в тех местах, где находятся окна цилиндра. Когда инструмент доходит до них, то он попросту проваливается внутрь. В четырехтактных моторах, где в цилиндрах нет окон, таких проблем не возникает и нутромер может выполнить все необходимые функции. В ином же случае может потребоваться применение дополнительных измерительных приборов. Также можно измерять размеры в непосредственной близости от окон.
Это помогает определить конусность изделия и внутренние деформации. Еще одной сложностью является невозможность измерения диаметра в тех местах, где находятся окна цилиндра. Когда инструмент доходит до них, то он попросту проваливается внутрь. В четырехтактных моторах, где в цилиндрах нет окон, таких проблем не возникает и нутромер может выполнить все необходимые функции. В ином же случае может потребоваться применение дополнительных измерительных приборов. Также можно измерять размеры в непосредственной близости от окон.
Светодиодная продукция с доставкой по Украине по самым низким ценам представлена на http://www.led-world.com.ua/. Обращайтесь!
Нутромер для измерения диаметра цилиндра:Видео
Штангенциркули SGM: обзор 5-ти лучших моделей
Микрометр резьбовой
Микрометр трубный МТ
Поделитесь информацией с друзьями в социальных сетях
6
из 6.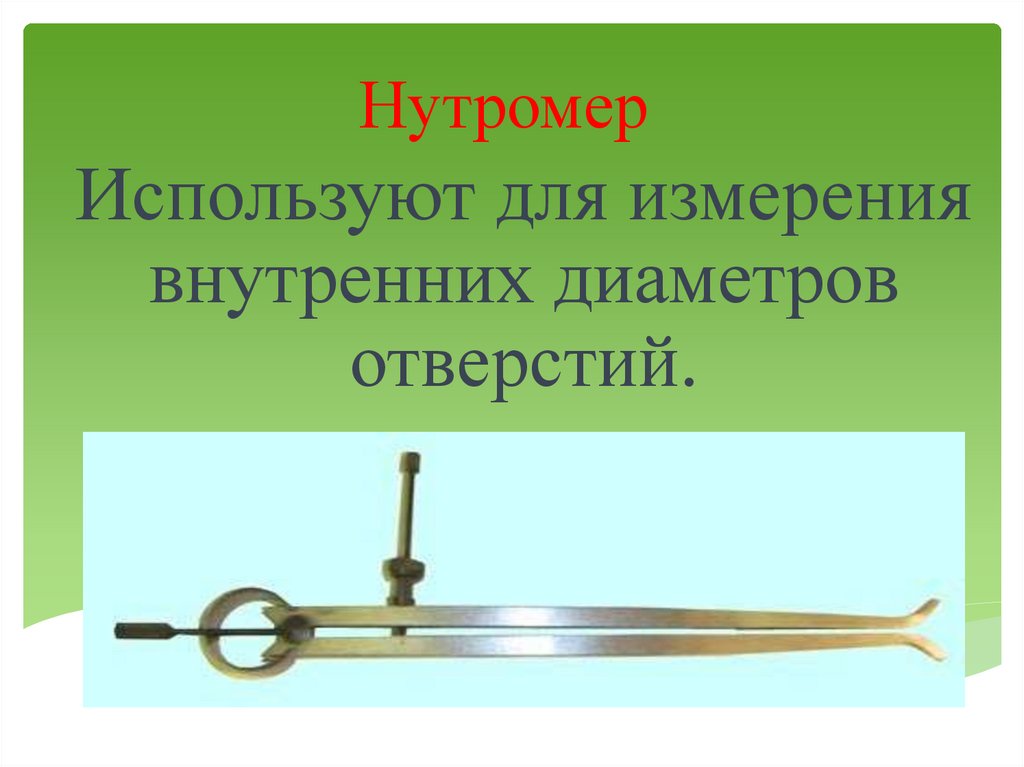
Оценок: 556.
L-708 Лазерные системы для внутренних отверстий
- Характеристики
- Применение
- Подробности
- Загрузки
Основные характеристики

Если вы не видите свое приложение в списке, свяжитесь с нами, чтобы обсудить ваши требования. Мы будем более чем рады предоставить решение, подходящее для вашей уникальной проблемы с выравниванием.
Applications
Aeroscae
- Сперические отверстия для подшипников
.0004
Производство и металлообработка
- Выравнивание бучного стержня
- Проверки прямой кожи на части
Marine
9004
- STERBEN
1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111. ЭЛЕКТО Размеры
ЭЛЕКТО Размеры
Благодаря упрощенному креплению и самоцентрирующимся мишеням систему L-708 можно настроить всего за 15 минут. Поскольку вставка мишени/адаптера в отверстие для проведения измерения занимает буквально меньше минуты, в большинстве случаев данные о прямолинейности ствола можно получить и проанализировать за 30 минут или меньше. Это означает, что даже самое длинное отверстие может быть измерено всего за несколько минут по сравнению с часами для оптики, жесткой проволоки или других лазерных систем. Нет ничего быстрее, чем система центровки ствола L-708!
Самоцентрирующиеся лазерные адаптеры для быстрой настройки
Лазер L-708 предназначен для работы с нашими самоцентрирующими адаптерами A-514 A/B/C с регулируемым отверстием, которые позволяют вставлять лазер в отверстие , значительно ускоряя установку лазера. Это самоцентрирует лазер с точностью до 0,001 дюйма (0,025 мм). Все, что осталось после установки лазера, это отрегулировать угол лазерного луча, и настройка завершена.
Лазер имеет монтажную поверхность размером 1,2498 дюйма (31,745 мм), и лазерный луч центрируется относительно этого наружного диаметра с точностью до 0,0003 дюйма (0,08 мм). Лазер L-708 оснащен грубой и точной угловой регулировкой, необходимой для установки лазерного луча в центр дальней эталонной цели.
- L-708 используется для работы на высоте до 110 футов (33 м).
- Лазер дальнего действия L-708LD можно использовать на расстоянии до 200 футов (60 м).
[#Начало раздела данных съемки] Nikon D800 05.09.2012 17:21:01.90 Часовой пояс и дата: UTC-5, DST:OFF Сжатие без потерь RAW (12 бит) Размер изображения: L ( 4800 x 3200), DX Объектив: 28-70 мм f/2.8D Художник: AL FERREIRA ФОТОГРАФИЯ Авторские права: AL FERREIRA -www.afpltd.com Фокусное расстояние: 56 мм Режим экспозиции: Ручной Замер экспозиции: Точечный Выдержка: 1/160 с Диафрагма: f /18 Компенсация экспозиции: 0EV Настройка экспозиции: ISO Чувствительность: ISO 100 Оптимизация изображения: Баланс белого: Цвет.
 темп. (5000K), 0, 0 Режим фокусировки: Ручной Режим зоны АФ: Покадровая Точная настройка АФ: ВЫКЛ. VR: Шумоподавление при длительной выдержке: ВЫКЛ. Шумоподавление при высокой ISO: ВКЛ. Регулировка: Насыщенность: Резкость: Активный D-Lighting: ВЫКЛ. Управление виньетированием: ВЫКЛ. Автоматическое управление искажениями: ВЫКЛ. Управление изображением: [SD] СТАНДАРТ База: [SD] СТАНДАРТ Быстрая настройка: 0 Резкость: 3 Контрастность: 0 Яркость: 0 Насыщенность: 0 Оттенок: 0 Эффекты фильтра: Тонирование: Датум карты: Удаление пыли: 2012/08/17 08:50:24 [#Конец раздела данных съемки]
темп. (5000K), 0, 0 Режим фокусировки: Ручной Режим зоны АФ: Покадровая Точная настройка АФ: ВЫКЛ. VR: Шумоподавление при длительной выдержке: ВЫКЛ. Шумоподавление при высокой ISO: ВКЛ. Регулировка: Насыщенность: Резкость: Активный D-Lighting: ВЫКЛ. Управление виньетированием: ВЫКЛ. Автоматическое управление искажениями: ВЫКЛ. Управление изображением: [SD] СТАНДАРТ База: [SD] СТАНДАРТ Быстрая настройка: 0 Резкость: 3 Контрастность: 0 Яркость: 0 Насыщенность: 0 Оттенок: 0 Эффекты фильтра: Тонирование: Датум карты: Удаление пыли: 2012/08/17 08:50:24 [#Конец раздела данных съемки]
 темп. (5000K), 0, 0 Режим фокусировки: Ручной Режим зоны АФ: Покадровая Точная настройка АФ: ВЫКЛ. VR: Шумоподавление при длительной выдержке: ВЫКЛ. Шумоподавление при высокой ISO: ВКЛ. Регулировка: Насыщенность: Резкость: Активный D-Lighting: ВЫКЛ. Управление виньетированием: ВЫКЛ. Автоматическое управление искажениями: ВЫКЛ. Управление изображением: [SD] СТАНДАРТ База: [SD] СТАНДАРТ Быстрая настройка: 0 Резкость: 3 Контрастность: 0 Яркость: 0 Насыщенность: 0 Оттенок: 0 Эффекты фильтра: Тонирование: Датум карты: Удаление пыли: 2012/08/17 08:50:24 [#Конец раздела данных съемки]
темп. (5000K), 0, 0 Режим фокусировки: Ручной Режим зоны АФ: Покадровая Точная настройка АФ: ВЫКЛ. VR: Шумоподавление при длительной выдержке: ВЫКЛ. Шумоподавление при высокой ISO: ВКЛ. Регулировка: Насыщенность: Резкость: Активный D-Lighting: ВЫКЛ. Управление виньетированием: ВЫКЛ. Автоматическое управление искажениями: ВЫКЛ. Управление изображением: [SD] СТАНДАРТ База: [SD] СТАНДАРТ Быстрая настройка: 0 Резкость: 3 Контрастность: 0 Яркость: 0 Насыщенность: 0 Оттенок: 0 Эффекты фильтра: Тонирование: Датум карты: Удаление пыли: 2012/08/17 08:50:24 [#Конец раздела данных съемки]Запатентованная самоцентрирующаяся мишень и адаптеры — ключ к системе
Двухосевой мишень A-512 и лазер L-708 разработаны специально для нашей линейки самоцентрирующихся адаптеров A-514 . Эта уникальная функция позволяет вставлять лазер и мишень в эталонные отверстия без какой-либо механической настройки, такой как очистка ствола или необходимость вращения мишени для определения ошибок установки (общая проблема для большинства других систем). Все, что вам нужно сделать, это вставить лазер, мишень и их адаптеры отверстия A-514 в опорные отверстия и убедиться, что они ориентированы на 12:00. Всего через пару минут лазер будет настроен и готов к измерениям.
Все, что вам нужно сделать, это вставить лазер, мишень и их адаптеры отверстия A-514 в опорные отверстия и убедиться, что они ориентированы на 12:00. Всего через пару минут лазер будет настроен и готов к измерениям.
Затем измерение каждого внутреннего отверстия для центровки занимает всего несколько секунд. Лазер и мишень соосны своим корпусам с точностью до 0,0003 дюйма (0,0075 мм). При использовании с адаптерами A-514 мишень и лазер центрируются относительно канала ствола с точностью до 0,0006 дюйма (0,015 мм).
Система поддерживает широкий диапазон отверстий
Наши регулируемые самоцентрирующиеся переходники A-514 A/B/C подходят для отверстий любого диаметра от 3,75 дюйма (92,25 мм) до 40 дюймов (1016 мм). или больше. Система предлагает 3 адаптера отверстия и установочный калибр для установки адаптеров на номинальный внутренний диаметр отверстия. Для отверстий от 2,25 дюйма (57,2 мм) до 3,75 дюйма (92,3 мм), мы предлагаем нашу мишень A-512 и самоцентрирующуюся переходную втулку A-512STA, а также индивидуальные измерительные ножки M-705CL.
Простое считывание с высоким разрешением и точностью
Разрешение дисплея R-1307 составляет 0,0001 дюйма (0,001 мм). Для использования системы не нужно изучать сложное программное обеспечение, что сводит к минимуму требования к обучению. Для тех, кто хочет задокументировать центровку и составить отчет, нет более простой программы для центровки ствола, чем наше программное обеспечение Bore9.
Система имеет точность до 0,0006 дюйма (0,01 мм) и воспроизводимость до 0,0002 дюйма (0,005 мм). При хороших условиях окружающей среды лазер L-708 способен измерять до 0,005 дюйма (0,13 мм) на всем диапазоне 100 футов (30 м). При внешней установке лазера с помощью подставки L-111 Laser Stand можно достичь точности 0,0003 дюйма (0,0075 мм) на расстоянии 10 футов (3,1 метра).
Данные выравнивания в реальном времени экономят еще больше времени
Как и все наши лазерные системы выравнивания, калибровочная мишень A-512 предоставляет данные выравнивания в реальном времени с помощью наших считывателей R-1307. Это означает, что как только мишень установлена в канал ствола и вы готовы ее выровнять, вы просто наблюдаете, как показания постоянно обновляются по мере того, как вы регулируете канал ствола, опорные опорные блоки или втулки подшипников. Когда показания равны нулю, все готово!
Это означает, что как только мишень установлена в канал ствола и вы готовы ее выровнять, вы просто наблюдаете, как показания постоянно обновляются по мере того, как вы регулируете канал ствола, опорные опорные блоки или втулки подшипников. Когда показания равны нулю, все готово!
Дополнительное ПО Bore9 для выравнивания
Программное обеспечение Hamar Laser Bore9 записывает данные выравнивания (концентричности) для 50 отверстий. Он также измеряет прямолинейность цилиндров и может измерять изменения диаметра при использовании наших самоцентрирующихся мишеней в режиме измерения. Он поддерживает все оборудование Hamar для выравнивания ствола, как прошлые, так и настоящие, и содержит пошаговое руководство, помогающее пользователю в работе с программным обеспечением.
Измерение угла отверстия в секундах
Чтобы проверить угол отверстия относительно центральной линии, просто измерьте переднюю или заднюю часть отверстия, и любая разница покажет угол! Отрегулируйте переднюю и заднюю части канала ствола так, чтобы они показывали ноль, и он выровнен! Кроме того, с нашей уникальной конструкцией нашей мишени требуется всего несколько дюймов ширины канала ствола для измерения.
Беспроводная загрузка и передача данных
Для работы на больших расстояниях R-1307 Readout может быть оснащен радиомодулем Zigbee® 2,4 ГГц и передавать данные на расстояние до 150 футов (45 м). Данные могут быть получены вторым R-1307, что очень полезно при включении (настройке) лазера для привязки к целям, которые находятся на расстоянии более 15 футов, или они также могут быть получены A-9.10-2.4ZB Компьютерный интерфейс для автоматической загрузки в наше программное обеспечение Bore9.
[#Начало раздела данных съемки] Nikon D800 05.09.2012 14:32:18.80 Часовой пояс и дата: UTC-5, DST:OFF Сжатие без потерь RAW (12 бит) Размер изображения: L (7360 x 4912), FX Объектив: 28-70 мм f/2.8D Художник: AL FERREIRA ФОТОГРАФИЯ Авторские права: AL FERREIRA -www.afpltd.com Фокусное расстояние: 60 мм Режим экспозиции: Ручной Замер экспозиции: Точечный Скорость затвора: 1/160 с Диафрагма: f/22 Компенсация экспозиции: 0EV Настройка экспозиции: ISO Чувствительность: ISO 100 Оптимизация изображения: Баланс белого: Цвет.
темп. (5000K), 0, 0 Режим фокусировки: Ручной Режим зоны АФ: Покадровая Точная настройка АФ: ВЫКЛ. VR: Шумоподавление при длительной выдержке: ВЫКЛ. Шумоподавление при высокой ISO: ВКЛ. Регулировка: Насыщенность: Повышение резкости: Активно D-Lighting: ВЫКЛ. Управление виньетированием: Обычное Автоматическое управление искажениями: ВЫКЛ. Управление изображением: [SD] СТАНДАРТ База: [SD] СТАНДАРТ Быстрая настройка: 0 Резкость: 3 Контрастность: 0 Яркость: 0 Насыщенность: 0 Оттенок: 0 Эффекты фильтра: Тонирование: Датум карты: Удаление пыли: 2012/08/17 08:50:24 [#Конец раздела данных съемки]
 темп. (5000K), 0, 0 Режим фокусировки: Ручной Режим зоны АФ: Покадровая Точная настройка АФ: ВЫКЛ. VR: Шумоподавление при длительной выдержке: ВЫКЛ. Шумоподавление при высокой ISO: ВКЛ. Регулировка: Насыщенность: Повышение резкости: Активно D-Lighting: ВЫКЛ. Управление виньетированием: Обычное Автоматическое управление искажениями: ВЫКЛ. Управление изображением: [SD] СТАНДАРТ База: [SD] СТАНДАРТ Быстрая настройка: 0 Резкость: 3 Контрастность: 0 Яркость: 0 Насыщенность: 0 Оттенок: 0 Эффекты фильтра: Тонирование: Датум карты: Удаление пыли: 2012/08/17 08:50:24 [#Конец раздела данных съемки]
темп. (5000K), 0, 0 Режим фокусировки: Ручной Режим зоны АФ: Покадровая Точная настройка АФ: ВЫКЛ. VR: Шумоподавление при длительной выдержке: ВЫКЛ. Шумоподавление при высокой ISO: ВКЛ. Регулировка: Насыщенность: Повышение резкости: Активно D-Lighting: ВЫКЛ. Управление виньетированием: Обычное Автоматическое управление искажениями: ВЫКЛ. Управление изображением: [SD] СТАНДАРТ База: [SD] СТАНДАРТ Быстрая настройка: 0 Резкость: 3 Контрастность: 0 Яркость: 0 Насыщенность: 0 Оттенок: 0 Эффекты фильтра: Тонирование: Датум карты: Удаление пыли: 2012/08/17 08:50:24 [#Конец раздела данных съемки]Выравнивание отверстия компрессора в разрезе
L-708 в сочетании со стойкой для лазера L-111 и транслятором лазерного луча L-102 монтируются за пределами отверстия компрессора, а наша специальная версия A Адаптер самоцентрирующегося отверстия -514 используется в верхней и нижней части «срезанных» отверстий компрессора под углом 60 градусов для выравнивания лазера по ближним и дальним отверстиям. Затем мишень/адаптер перемещают к траверсе и другим компонентам для проверки и выравнивания отверстий. С осторожностью можно достичь точности 0,0005 дюйма (0,01 мм). Выравнивание выполняется на 50 % быстрее и в два раза точнее, чем при использовании метода натяжения проволоки.
Затем мишень/адаптер перемещают к траверсе и другим компонентам для проверки и выравнивания отверстий. С осторожностью можно достичь точности 0,0005 дюйма (0,01 мм). Выравнивание выполняется на 50 % быстрее и в два раза точнее, чем при использовании метода натяжения проволоки.
Загрузки
Прецидент безконтактные измерения — Laserlinc
Внешний диаметр
Овальта и Eccentrity
OVALTY & ECCENTITY
OVALTY & ECCENTITY
OVALTIO / Контур / Форма
Дефектоскопия
Прогиб
Положение края
Высота
Длина, короткие детали
Length, Long Parts
Thickness, Film & Sheet
Thickness, Coating
Position
Straightness
Total (T.I.R.)
Width & Height
Radius (of a partial curve)
Volume
Distance между элементами
Внешний диаметр
НАРУЖНЫЙ ДИАМЕТР
Трехосевой лазерный микрометр
Трехосный лазерный микрометр измеряет внешний диаметр детали в трех направлениях. Три измерения компланарны и отделены друг от друга на 60 градусов. Также рассчитывается среднее значение трех измерений.
Три измерения компланарны и отделены друг от друга на 60 градусов. Также рассчитывается среднее значение трех измерений.
Тройная ось обеспечивает лучшее измерение общего диаметра, более эффективное обнаружение дефектов и точное измерение овальности независимо от ориентации .
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр измеряет наружный диаметр отдельной детали с двух направлений. Два измерения компланарны и перпендикулярны друг другу. Также рассчитываются среднее значение и разница между двумя измерениями.
Двойная ось обеспечивает хороший средний диаметр, обнаружение дефектов и измерение овальности для многих экструдированных продуктов.
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет наружный диаметр отдельной детали.
Одноосные модели отличаются гибкостью монтажа и низкой стоимостью.
Четырехосевой лазерный микрометр
Четырехосевой лазерный микрометр измеряет внешний диаметр детали в четырех направлениях. Это измерение достигается либо с помощью четырех одноосевых микрометров, установленных на общей поверхности для копланарного измерения, либо с помощью двух двухосевых лазерных микрометров, смещенных и повернутых на 45 градусов друг относительно друга. Обратите внимание, что при использовании двух двухосевых микрометров измерения одного микрометра не лежат в одной плоскости с измерениями другого.
Это измерение достигается либо с помощью четырех одноосевых микрометров, установленных на общей поверхности для копланарного измерения, либо с помощью двух двухосевых лазерных микрометров, смещенных и повернутых на 45 градусов друг относительно друга. Обратите внимание, что при использовании двух двухосевых микрометров измерения одного микрометра не лежат в одной плоскости с измерениями другого.
6-осевой лазерный микрометр
Шестиосевой лазерный микрометр измеряет наружный диаметр детали в шести направлениях. Это измерение достигается с помощью двух трехосевых лазерных микрометров Triton, смещенных и повернутых на 30 градусов друг относительно друга. Обратите внимание, что измерения одного микрометра не лежат в одной плоскости с измерениями другого.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. Профильная технология обеспечивает более полную проверку контура изделия, чем лазерный микрометр. Поэтому он менее подвержен отклонениям при измерении не идеально круглых продуктов.
Поэтому он менее подвержен отклонениям при измерении не идеально круглых продуктов.
Особый случай: Прозрачный или полупрозрачный
Прозрачный или полупрозрачный
Измерение прозрачных или полупрозрачных материалов может быть сложной задачей, поскольку лазерный луч от микрометра может проходить через продукт и ложно обнаруживать дополнительные детали. Чтобы избежать этого, LaserLinc использует специальные процессоры и программное обеспечение для фильтрации и игнорирования любой ложной информации, возникающей в результате прохождения лазерного луча через измеряемый продукт. Специальное программное обеспечение поставляется бесплатно со всеми процессорами LaserLinc и включается по мере необходимости пользователем.
Особый случай: многожильный
многожильный
LaserLinc использует специальное оборудование и программное обеспечение для идентификации каждой отдельной нити и создания отдельных измерений диаметра для каждой независимой нити. Система также определяет, когда прядей больше нет в зоне измерения, и когда это происходит, оборудование определяет, какие пряди отсутствуют, и продолжает измерять те, которые остались.
Система также определяет, когда прядей больше нет в зоне измерения, и когда это происходит, оборудование определяет, какие пряди отсутствуют, и продолжает измерять те, которые остались.
Все одно-, двух- и трехосевые лазерные микрометры LaserLinc могут использоваться для измерения диаметра многожильного кабеля.
Специальный случай: Ультразвуковой
Ультразвуковой
Для таких продуктов, как трубы и шланги большого диаметра, измерение наружного диаметра может быть рассчитано косвенно путем объединения измерений «первого отражения» датчиков и вычитание этих измерений из расстояния между датчиками.
Овальность и эксцентриситет
Овальность и эксцентриситет
Трехосевой лазерный микрометр
Трехосевой лазерный микрометр измеряет овальность и эксцентриситет изделий овальной формы независимо от их ориентации. Узнайте больше, посетив эту страницу.
Примечание. В производстве проводов и кабелей под эксцентриситетом понимается положение сердечника относительно центра изделия. Здесь эксцентриситет относится к тому, насколько хорошо форма соответствует кругу.
В производстве проводов и кабелей под эксцентриситетом понимается положение сердечника относительно центра изделия. Здесь эксцентриситет относится к тому, насколько хорошо форма соответствует кругу.
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр измеряет разницу между двумя измерениями наружного диаметра (по одному от каждой оси). Два измерения диаметра компланарны и перпендикулярны друг другу.
Примечание. Ориентация продукта существенно влияет на точность этого измерения. Как показано, большая и малая оси продукта совпадают с осями измерения. В этом примере измерение овальности является точным. Если продукт повернуть на 45 градусов, измерения по обеим осям будут одинаковыми, что даст нулевую овальность, ошибка 100%!
Решение: используйте трехосевой микрометр Triton™ для точного измерения овальности независимо от ориентации продукта
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. Подгонка к эллипсу набора точек, полученных с камер, дает несколько измерений: большая и малая оси, угол эллипса и позиционный центр. Профильная технология обеспечивает более полную проверку контура изделия, чем лазерный микрометр. Поэтому на него не влияет ориентация формы или неровности профиля формы.
Подгонка к эллипсу набора точек, полученных с камер, дает несколько измерений: большая и малая оси, угол эллипса и позиционный центр. Профильная технология обеспечивает более полную проверку контура изделия, чем лазерный микрометр. Поэтому на него не влияет ориентация формы или неровности профиля формы.
Особый случай: Off-line: однокоординатный лазерный микрометр
Off-line: Одноосный лазерный микрометр
Одноосное автономное измерение можно рассчитать с помощью системы BenchLinc™ с автоматически вращающимся нулевым патроном для вращения образца и получения разницы между максимальным и минимальным внешними диаметрами.
Особый случай: Ультразвуковой овальный
Ультразвуковой овальный
Для таких продуктов, как трубы и шланги большого диаметра, измерение наружного диаметра может быть рассчитано косвенно путем объединения измерений «первого эха», сделанных противоположными датчиками, и вычитания этих измерений. измерения расстояния от преобразователя до преобразователя.
Разница между наибольшим и наименьшим диаметрами, рассчитанными по противоположным парам преобразователей, представляет собой овальность.
Толщина, Стенка: Труба, Шланг, Труба
ТОЛЩИНА, СТЕНКА: ТРУБА, ШЛАНГ, ТРУБА
Высокочастотная звуковая волна передается от преобразователя к измеряемому продукту. Когда звуковая волна ударяется о каждую поверхность, создается эхо. Звуковая волна ударяется о вторую поверхность всего через микросекунды или меньше после удара о первую поверхность.
Время между двумя эхосигналами прямо пропорционально толщине продукта. Почти во всех приложениях несколько преобразователей располагаются либо под разными углами, либо в разных местах для измерения нескольких толщин.
Свяжитесь с LaserLinc и поговорите с инженером по применению, чтобы помочь определить лучшие варианты сборки датчика для вашего приложения.
Трубка, шланг, трубка:
Композитный настил:
Два датчика снизу, два сверху. Измерение толщины внешнего слоя. Вы можете видеть, что профиль имеет тонкую оболочку по всему периметру. С помощью ультразвука мы можем измерить толщину кожи.
Измерение толщины внешнего слоя. Вы можете видеть, что профиль имеет тонкую оболочку по всему периметру. С помощью ультразвука мы можем измерить толщину кожи.
Ультразвуковой, многослойный
Высокочастотная звуковая волна передается от датчика к измеряемому продукту. Эхо генерируется, когда звуковая волна достигает поверхности продукта, каждого интерфейса между внутренними слоями и, наконец, внутренней поверхности продукта.
Время между последовательными эхосигналами прямо пропорционально толщине слоя. Почти во всех приложениях используется несколько преобразователей, расположенных либо под разными углами, либо в разных местах, для измерения нескольких толщин.
Свяжитесь с LaserLinc и поговорите с инженером по применению, чтобы помочь определить наилучшие варианты сборки датчика для вашего приложения.
Off-line: Одноосный лазерный микрометр
Толщина материала рассчитывается как разница между положением верхней кромки изделия и верхней кромкой эталонной оправки.
Для труб, шлангов и труб малого диаметра система BenchLinc™ ID-OD-Wall обеспечивает автоматическое вращение образца для измерения общей толщины стенки под разными углами.
Профиль / Контур / Форма
ПРОФИЛЬ / КОНТУР / ФОРМА
Профиль
Три или более лазерных датчика, расположенных вокруг центральной области продукта, обеспечивают профиль 360°. На каждом кадре с лазерных сенсоров получается набор из более чем тысячи точек, несколько тысяч с устройствами высокого разрешения. Различные алгоритмы применяются к интересующим областям для расчета таких измерений, как диаметр, радиус, угол, расстояние, длина, положение, высота и ширина.
Особый случай: Лазерные микрометры
Экструзия Каталожный номер: Трехосевой, двухосный и одноосный лазерный микрометр
профиль. В некоторых случаях лазерный микрометр можно поворачивать, чтобы можно было непосредственно измерить высоту, ширину или другой важный размер. В противном случае измерения дают эталонные значения, где дисперсия указывает на расширение или сжатие общего профиля.
В противном случае измерения дают эталонные значения, где дисперсия указывает на расширение или сжатие общего профиля.
Дефектоскопия
Дефектоскопия
Трехосевой лазерный микрометр
Трехосевой лазерный микрометр проверяет размер на отклонение или короткое замыкание. Использование трех осей увеличивает охват и уменьшает величину слепых зон.
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр для проверки допустимых отклонений и кратковременных отклонений размеров. Измерение по двум осям позволяет обнаружить дефекты, даже если они не окружают изделие.
Однокоординатный лазерный микрометр
Однокоординатный лазерный микрометр проверяет допустимые или кратковременные отклонения размеров только в одном направлении. Если дефекты, которые необходимо уловить, всегда окружают круглый продукт, подойдет одноосевой микрометр.
4-осевой лазерный микрометр
Четырехосевое обнаружение недопустимых и кратковременных отклонений размеров осуществляется с помощью двух двухосевых микрометров, установленных лицом к лицу. Такой подход увеличивает охват и уменьшает слепые зоны.
Такой подход увеличивает охват и уменьшает слепые зоны.
6-осевой лазерный микрометр
Шестиосевое обнаружение недопустимых и кратковременных отклонений размеров осуществляется с помощью двух трехосевых микрометров, установленных лицом к лицу, всего по шести осям контроля. Такой подход увеличивает охват и уменьшает слепые зоны.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. Профиль постоянно проверяется на наличие недостатков. Технология LaserLinc Profile Vu предлагает полную проверку поверхности продукта, а не только несколько проверок. При использовании профильной технологии нет слепых зон, и, поскольку она не основана на тенях, можно обнаружить ямки и вогнутые деформации, которые невозможно обнаружить с помощью лазерного микрометра.
Отклонение
ОТКЛОНЕНИЕ
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет общий диапазон пространства, занимаемого деталью в лазерном поле во времени.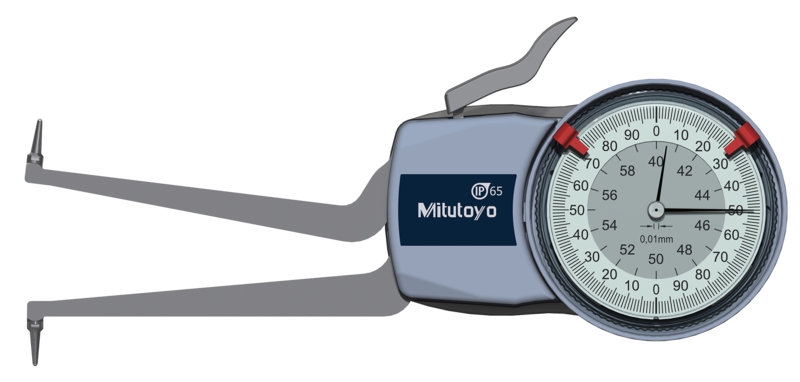 Это включает в себя самое высокое положение верхней части детали и самое низкое положение нижней части детали по мере ее перемещения по циклу. (Примечание: для получения значения измерения требуется программная фильтрация.)
Это включает в себя самое высокое положение верхней части детали и самое низкое положение нижней части детали по мере ее перемещения по циклу. (Примечание: для получения значения измерения требуется программная фильтрация.)
Положение края
ПОЛОЖЕНИЕ КРАЯ
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет положение края детали в лазерном поле. Когда деталь смещается или изменяется размер детали, измерение положения кромки отражает изменение.
Однокоординатный лазерный микрометр
Расстояние между двумя объектами можно измерять однокоординатным лазерным микрометром при условии, что его расположение позволяет расположить излучатель с одной стороны зазора, а приемник — с другой. Лазерный свет должен пройти через зазор, чтобы получить точное измерение.
Высота
ВЫСОТА
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет высоту детали относительно базовой поверхности.
Поскольку бутылка опирается на опорную поверхность, ее высота рассчитывается на основе положения края, установленного верхней частью бутылки. По мере того, как положение края перемещается выше или ниже в поле измерения микрометра, измерение высоты увеличивается или уменьшается.
Профиль
Два датчика, один сверху и один снизу, создают облако точек данных, представляющих контур продукта. Алгоритмы обработки данных определяют высоту. Этот метод измерения является точным, даже если ориентация продукта изменяется.
Длина, короткие детали
ДЛИНА, КОРОТКИЕ ДЕТАЛИ
Одноосный лазерный микрометр
Металлический цилиндр (короткий):
функционально такой же, как одноосный наружный диаметр). При таком подходе деталь может быть стационарной или движущейся, как на конвейерной системе.
Длина, длинные детали
ДЛИНА, ДЛИННЫЕ ДЕТАЛИ
Одноосный лазерный микрометр
Секция рельса для поездов:
Один конец рельса упирается в упор, другой ломает плоскость одноосный манометр, установленный вертикально.
Как и при измерении высоты, измерение длины достигается путем размещения одного конца детали на эталонной поверхности и использования лазерного микрометра для измерения другого конечного положения. Диапазон длин, которые можно измерить, почти бесконечен. Однако при любом заданном физическом положении микрометра диапазон измеряемых длин равен наибольшей емкости микрометра. Измерение других длин требует перемещения эталонной поверхности или микрометра.
Толщина, пленка и лист
ТОЛЩИНА, ПЛЕНКА И ЛИСТ
Одноосный лазерный микрометр
Одноосевые лазерные микрометры измеряют толщину пленки или листа, определяя изменение количества лазерного излучения, проходящего сверху продукт, когда он проходит через ролик. Количество обнаруживаемого лазерного излучения обратно пропорционально толщине листа.
Ультразвуковой
Полупрозрачный пластиковый лист:
Ультразвуковой преобразователь, помещенный под лист, с соединителем (обычно водяным) между поверхностью преобразователя и нижней стороной листа измеряет толщину листа или пленки.
Толщина, покрытие
ТОЛЩИНА, ПОКРЫТИЕ
Трехосевой лазерный микрометр
Лазерный микрометр
Среднее значение после нанесения покрытия измеряется разницей в толщине покрытия. Измерение диаметра в каждом месте может быть выполнено с использованием одно-, двух- или трехосевых лазерных микрометров. Трехосевой метод обеспечивает наилучшее измерение среднего диаметра и более точную среднюю толщину покрытия, чем двух- или одноосевые лазерные микрометры.
Это измерение может быть выполнено в процессе в определенных приложениях, например, с изолированным проводом. Фактически, в этом приложении использование измерения диаметра в процессе до и после изоляции провода в сочетании с ультразвуковым датчиком толщины стенки UltraGauge обеспечивает наиболее точное и надежное решение для измерения.
Автономный режим: Трехосевой лазерный микрометр
Среднюю толщину покрытия можно измерить путем расчета разницы в диаметре изделия до и после нанесения покрытия. Использование трехосевого лазерного микрометра обеспечивает наилучшее измерение среднего диаметра и более точную среднюю толщину покрытия, чем использование двуосных или одноосевых лазерных микрометров.
Использование трехосевого лазерного микрометра обеспечивает наилучшее измерение среднего диаметра и более точную среднюю толщину покрытия, чем использование двуосных или одноосевых лазерных микрометров.
При нанесении покрытия погружением диаметр детали измеряется до операции покрытия, а затем после нее.
Двухосевой лазерный микрометр
Автономный режим: Двухосевой лазерный микрометр
Среднюю толщину покрытия можно измерить путем расчета разницы в диаметре изделия до и после нанесения покрытия. Двухосевой лазерный микрометр обеспечивает хорошее измерение среднего диаметра для многих применений по удобной цене.
Положение
ПОЛОЖЕНИЕ
Трехосевой лазерный микрометр
Трехосевой лазерный микрометр измеряет положение центра детали относительно центра лазерного поля в каждом из трех пересекающихся копланарных лазерных полей . Лазерные поля разнесены на 60 градусов друг от друга.
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр измеряет положение центра детали относительно центра лазерного поля в каждом из двух пересекающихся, ортогональных, копланарных лазерных полей.
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет положение центра детали относительно центра лазерного поля.
Прямолинейность
ПРЯМОЛИЧНОСТЬ
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр измеряет прямолинейность детали путем проверки ее положения тремя отдельными двухосевыми лазерными микрометрами. Положение детали в первом и последнем микрометрах устанавливает виртуальную прямую линию или точку отсчета, проходящую через центр изделия. Микрометр посередине измеряет отклонение детали от этой прямой. Все три микрометра также могут одновременно измерять диаметр.
В качестве альтернативы измерение может быть выполнено путем непрерывного контроля положения продукта по длине детали с использованием системы LaserLinc Metron ™ или аналогичной автоматизированной системы контроля.
Трехосевой лазерный микрометр
Трехосевой лазерный микрометр обеспечивает превосходную точность измерения диаметра. В сочетании с аппаратной интеграцией LaserLinc датчика длины (энкодера) можно точно рассчитать изменение диаметра детали на заданной длине. Конусность можно измерять по каждой оси независимо или по изменению среднего диаметра.
В сочетании с аппаратной интеграцией LaserLinc датчика длины (энкодера) можно точно рассчитать изменение диаметра детали на заданной длине. Конусность можно измерять по каждой оси независимо или по изменению среднего диаметра.
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр обеспечивает превосходную точность измерения диаметра. С двумя осями измерения этот подход определяет конусность по каждой оси независимо или на основе изменения среднего диаметра.
Это можно сделать в процессе производства, например, при производстве экструдированных медицинских трубок или при автономном измерении качества отдельного продукта с помощью автоматизированной системы контроля LaserLinc Metron™.
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет диаметр с одного направления. Точное измерение конусности достигается путем перемещения микрометра и продукта относительно друг друга и одновременного измерения диаметра и относительной величины перемещения.
Это можно сделать в процессе производства, например, при производстве бесцентрового заземляющего проводника или при автономном измерении качества отдельного продукта с использованием автоматизированной системы контроля LaserLinc Metron.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. Алгоритм подбора окружности применяется к набору точек, полученных с камер, для расчета диаметра продукта. Отслеживая диаметр продукта по мере его перемещения, измеряется конусность.
Профильная технология обеспечивает более полную проверку контура продукта по сравнению с лазерным микрометром и, следовательно, гораздо менее чувствительна к отклонениям в измерении некруглых продуктов.
Всего (T.I.R.)
Всего (T.I.R.)
Одноосный лазерный микрометр
Одноосный лазерный микрометр используется для измерения перемещения одной кромки детали (верхней или нижней) как детали вращается вокруг своего центра. Деталь должна вращаться не менее чем на 360 градусов. Разница между самым низким и самым высоким положением контролируемой кромки является общим показанным биением.
Деталь должна вращаться не менее чем на 360 градусов. Разница между самым низким и самым высоким положением контролируемой кромки является общим показанным биением.
Это измерение также известно как общее показание индикатора или полное движение индикатора.
Одноосный лазерный микрометр
Одноосный лазерный микрометр измеряет ширину прямоугольного изделия (функционально такой же, как одноосный наружный диаметр). Точное измерение требует, чтобы продукт располагался перпендикулярно микрометру.
Профиль
С помощью пары камер, расположенных по обеим сторонам продукта для измерения, каждая сторона продукта отображается на карте. Поскольку каждая сторона продукта нанесена на карту, можно получить несколько вариантов измерения ширины: максимальную ширину, минимальную ширину и среднюю ширину.
При использовании профильной технологии измеряется весь продукт, и на точность измерения не влияет скручивание продукта, в то время как лазерный микрометр должен быть перпендикулярен продукту для точного измерения ширины и может отображать только максимальную ширину.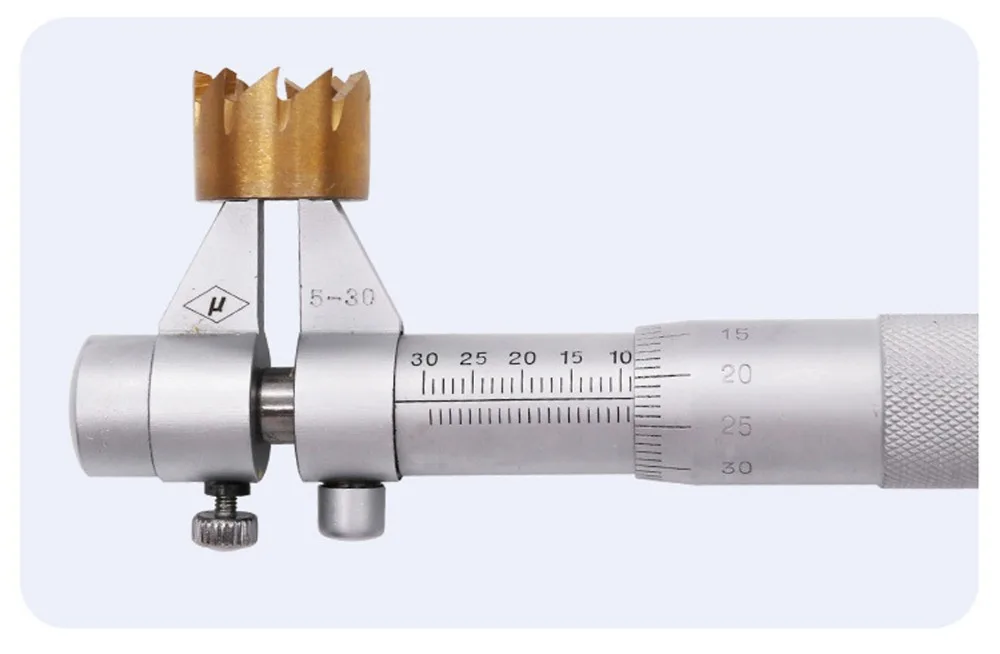
Ширина и высота
Ширина и высота
Двухосевой лазерный микрометр
Двухосевой лазерный микрометр одновременно измеряет ширину и высоту прямоугольной детали или детали аналогичной формы. Деталь должна быть выровнена с лазерным полем, чтобы сделать точное измерение.
Посетите эту страницу, чтобы узнать, как обеспечить точное измерение продуктов прямоугольной или аналогичной формы.
Профиль
Четыре камеры, расположенные под углом 90 градусов друг к другу, отображают каждую сторону продукта. Поскольку каждая сторона продукта нанесена на карту, можно получить несколько вариантов измерений ширины и высоты: максимум, минимум и среднее значение каждой характеристики.
При использовании профильной технологии измеряется весь продукт, и точность измерения не зависит от ориентации продукта, в то время как лазерный микрометр должен быть перпендикулярен продукту для выполнения точных измерений, и он может отображать только максимальную ширину и максимальную высоту.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. В результате получается набор из более чем тысячи точек на кадр или тысячи точек при использовании камер высокого разрешения. В пределах выбранной интересующей области можно рассчитать линию наилучшего соответствия.
Можно измерить угол между любой парой линий, а также внутренние или внешние измерения.
Радиус (частичной кривой)
РАДИУС (ЧАСТИЧНОЙ КРИВОЙ)
Профиль
Три или более камер, расположенных вокруг центральной области, обеспечивают обзор продукта на 360°. В результате получается набор из более чем тысячи точек на кадр или тысячи точек при использовании камер высокого разрешения.
В выбранной интересующей области, охватывающей искривленный участок поверхности продукта, алгоритм, применяемый к точкам в выбранной области, вычисляет радиус дуги, который лучше всего соответствует данным.
Профиль
Три или более камер, расположенных вокруг центральной зоны, обеспечивают обзор продукта на 360°. В результате получается набор из более чем тысячи точек на кадр или тысячи точек при использовании камер высокого разрешения.
В результате получается набор из более чем тысячи точек на кадр или тысячи точек при использовании камер высокого разрешения.
Алгоритм, применяемый к точкам, вычисляет площадь, содержащуюся в фигуре, созданной путем соединения точек.
Объем
Объем
Профиль
Три или более камер, расположенных вокруг центральной области, обеспечивают обзор продукта на 360°. В результате получается набор из более чем тысячи точек с каждым кадром или тысяч точек при использовании камер высокого разрешения.
Алгоритм, применяемый к точкам, вычисляет площадь, содержащуюся в форме, созданной путем соединения точек. Сопоставляя площадь поперечного сечения, полученную от каждого кадра, полученного камерами, с информацией о длине, полученной кодировщиком, отслеживающим движение продукта, система Profile Vu измеряет объем продукта.
Расстояние между элементами
Расстояние между элементами
Профиль
Три или более камер, расположенных вокруг центральной области, обеспечивают обзор продукта на 360°.