Содержание
Спонсор — Системы и комплексы цифровой радиографии | Страница 12
Индикаторы качества изображения в цифровой и компьютерной радиографии: шпаргалка в помощь дефектоскопистам РК
Индикаторы качества изображения (IQI, ИКИ) – это более привычные для отечественной терминологии эталоны чувствительности (для старшего поколения – дефектометры), по которым можно судить о соответствии рентгеновских снимков требованиям нормативно-технической документации. Чтобы рентгенограммы благополучно были приняты заказчиком без пересвета и предписаний, важно соблюсти ряд правил при использовании IQI. В цифровой и компьютерной радиографии они свои. Компания «Ньюком-НДТ» стала разрабатывать и внедрять данные технологии одной из первых в России. Поэтому мы подготовили небольшой ликбез на тему подбора и применения IQI в помощь дефектоскопистам РК, которым предстоит переходить от плёнки к «цифре».
Типы индикаторов качества изображений для цифровых рентгенограмм
В цифровой и компьютерной радиографии применяются следующие типы IQI.
- Проволочный. Представляет собой набор проволочек установленных длин и диаметров, изготовленных с заданной точностью из материала, основа которого по химическому составу аналогична основе контролируемого материала. Сами проволочки находятся в прозрачном пластиковом чехле со свинцовыми маркировочными знаками, указывающими номер эталона (6, 10, 11, 12, 13-й и т.д.). Дополнительно может обозначаться материал (Fe, Ti, Ni, Cu, Al) и руководящий документ (EN, ISO, ASTM, ГОСТ. При этом достигнутая чувствительность определяется по диаметру наименьшей видимой проволочки. Проволочные IQI не подлежат поверке – достаточно лишь первичной калибровки. Главные к ним требования – отсутствие следов коррозии на проволочках и целостность пластикового чехла. Пожалуй, главный эталон для рассматриваемых нами технологий РК.
- Дуплексный (двухпроволочный). Представляет собой набор из пар проволочек различных диаметров, впаянных в жёсткий пластик.
 Проволочки одного диаметра в каждой паре отделены друг от друга расстоянием, равным этому диаметру. Дуплексные индикаторы качества изображения пришли к нам из ASTM E2002 и ISO 19232-5 и отсутствуют в [1]. Согласно [2, п. 6.7], они должны применяться при использовании способа геометрического увеличения в 1,2 раза и более. Во всех остальных случаях двухпроволочные эталоны не обязательны и применяются по согласованию с заказчиком. Например, регламент «Транснефти» [8, п. 8.4.8] предусматривает их установку для определения разрешающей способности при допускном просвечивании. Также дуплексные эталоны позволяют определять нерезкость цифрового изображения: чем она ниже, тем чётче видны две одинаковые проволочки в каждой паре. Как и проволочные IQI, дуплексные эталоны поверке не подлежат.
Проволочки одного диаметра в каждой паре отделены друг от друга расстоянием, равным этому диаметру. Дуплексные индикаторы качества изображения пришли к нам из ASTM E2002 и ISO 19232-5 и отсутствуют в [1]. Согласно [2, п. 6.7], они должны применяться при использовании способа геометрического увеличения в 1,2 раза и более. Во всех остальных случаях двухпроволочные эталоны не обязательны и применяются по согласованию с заказчиком. Например, регламент «Транснефти» [8, п. 8.4.8] предусматривает их установку для определения разрешающей способности при допускном просвечивании. Также дуплексные эталоны позволяют определять нерезкость цифрового изображения: чем она ниже, тем чётче видны две одинаковые проволочки в каждой паре. Как и проволочные IQI, дуплексные эталоны поверке не подлежат. - Канавочный. Представляет собой пластину с канавками установленных форм и размеров, изготовленную с заданной точностью из материала, основа которого по химическому составу аналогична основе контролируемого материала. Стандарт [1] предусматривает три типоразмера канавочных эталонов. Чем больше номер, тем глубже канавки. Канавочные IQI с меньшим номером соответствуют меньшему уровню чувствительности. Как и проволочные IQI, канавочные эталоны чувствительности изготавливаются из стали, никеля, меди, титана, алюминия или магниевых сплавов. Не предусмотрены в [2] и в [3], но согласно [8, п. 8.4.8] применяются для определения величины отношения сигнал-шум SNR и контраст-шум CNR, а также для подтверждения размера пикселя изображения. Единственный тип IQI в нашем списке, подлежащий периодической поверке (раз в 5 лет).
- Ступенчатый. Представляет собой пластину с шестью ступенями, на каждой из которых выполнено одно или два отверстия установленных размеров. Ступенчатые (они же – ступенчато-дырчатые) эталоны изначально пришли к нам из стандартов Международного института сварки. Они не упоминаются в [1] и даже в [9], но есть в [2] и [3].
- Пластинчатый. Представляет собой пластину с цилиндрическими отверстиями установленных форм и размеров, изготовленную с заданной точностью из материала, основа которого по химическому составу аналогична основе контролируемого материала. Применение пластинчатого IQI предусмотрено стандартом [3, п. 7.1].
 Проволочки одного диаметра в каждой паре отделены друг от друга расстоянием, равным этому диаметру. Дуплексные индикаторы качества изображения пришли к нам из ASTM E2002 и ISO 19232-5 и отсутствуют в [1]. Согласно [2, п. 6.7], они должны применяться при использовании способа геометрического увеличения в 1,2 раза и более. Во всех остальных случаях двухпроволочные эталоны не обязательны и применяются по согласованию с заказчиком. Например, регламент «Транснефти» [8, п. 8.4.8] предусматривает их установку для определения разрешающей способности при допускном просвечивании. Также дуплексные эталоны позволяют определять нерезкость цифрового изображения: чем она ниже, тем чётче видны две одинаковые проволочки в каждой паре. Как и проволочные IQI, дуплексные эталоны поверке не подлежат.
Проволочки одного диаметра в каждой паре отделены друг от друга расстоянием, равным этому диаметру. Дуплексные индикаторы качества изображения пришли к нам из ASTM E2002 и ISO 19232-5 и отсутствуют в [1]. Согласно [2, п. 6.7], они должны применяться при использовании способа геометрического увеличения в 1,2 раза и более. Во всех остальных случаях двухпроволочные эталоны не обязательны и применяются по согласованию с заказчиком. Например, регламент «Транснефти» [8, п. 8.4.8] предусматривает их установку для определения разрешающей способности при допускном просвечивании. Также дуплексные эталоны позволяют определять нерезкость цифрового изображения: чем она ниже, тем чётче видны две одинаковые проволочки в каждой паре. Как и проволочные IQI, дуплексные эталоны поверке не подлежат. Стандарт [1] предусматривает три типоразмера канавочных эталонов. Чем больше номер, тем глубже канавки. Канавочные IQI с меньшим номером соответствуют меньшему уровню чувствительности. Как и проволочные IQI, канавочные эталоны чувствительности изготавливаются из стали, никеля, меди, титана, алюминия или магниевых сплавов. Не предусмотрены в [2] и в [3], но согласно [8, п. 8.4.8] применяются для определения величины отношения сигнал-шум SNR и контраст-шум CNR, а также для подтверждения размера пикселя изображения. Единственный тип IQI в нашем списке, подлежащий периодической поверке (раз в 5 лет).
Стандарт [1] предусматривает три типоразмера канавочных эталонов. Чем больше номер, тем глубже канавки. Канавочные IQI с меньшим номером соответствуют меньшему уровню чувствительности. Как и проволочные IQI, канавочные эталоны чувствительности изготавливаются из стали, никеля, меди, титана, алюминия или магниевых сплавов. Не предусмотрены в [2] и в [3], но согласно [8, п. 8.4.8] применяются для определения величины отношения сигнал-шум SNR и контраст-шум CNR, а также для подтверждения размера пикселя изображения. Единственный тип IQI в нашем списке, подлежащий периодической поверке (раз в 5 лет). Представляет собой пластину с цилиндрическими отверстиями установленных форм и размеров, изготовленную с заданной точностью из материала, основа которого по химическому составу аналогична основе контролируемого материала. Применение пластинчатого IQI предусмотрено стандартом [3, п. 7.1].
Представляет собой пластину с цилиндрическими отверстиями установленных форм и размеров, изготовленную с заданной точностью из материала, основа которого по химическому составу аналогична основе контролируемого материала. Применение пластинчатого IQI предусмотрено стандартом [3, п. 7.1].Требования к форме и размерам канавочных, проволочных и пластинчатых ИКИ определены в [1, п. 2.10, 2.11, 2.12].
Как правильно устанавливать IQI перед просвечиванием
Стандарт [2] рекомендует устанавливать индикаторы качества изображения со стороны ИИИ. При невозможности соблюдения перечисленных ниже требований разрешается располагать индикаторы качества изображения со стороны детектора [7, п. 3.6] или кассеты с пластиной [5, п. 3.7]. Документ [2] рекомендует также выполнять сравнительные экспозиции в каждом из положений. Если IQI всё же располагается со стороны детектора, то перед просвечиванием рядом с ним необходимо установить литеру F и сделать об этом отметку в протоколе контроля. В [3, п. 7.1] сказано о том, что при расположении IQI со стороны детектора позволяет увидеть на две проволочки (отверстия) больше, чем при расположении эталона со стороны ИИИ.
В [3, п. 7.1] сказано о том, что при расположении IQI со стороны детектора позволяет увидеть на две проволочки (отверстия) больше, чем при расположении эталона со стороны ИИИ.
– При работе с DDA-системами индикаторы качества располагаются непосредственно на плоскопанельном детекторе для определения базового пространственного разрешения. По согласованию с заказчиком IQI можно располагать на ОК.
– При работе с плоскопанельными детекторами проволочные и двухпроволочные необходимо располагать поперёк сварного шва. Однако регламент [8, рисунок 8.10] требует устанавливать проволочный эталон рядом со сварным швом при просвечивании на плоскопанельный детектор и поперёк – на запоминающие пластины. В любом случае IQI необходимо располагать под углом 2–5˚, чтобы не допустить наложения на цифровые строки или столбцы изображения. При этом важно проследить, чтобы маркировочные знаки вверху чехла, указывающие на номер эталона, не налезали на изображение сварного шва и ОШЗ.
– Канавочные и ступенчатые необходимо располагать на основном металле, с соблюдением отступа не менее 5 мм (или даже 10 мм – см. [2, п. 7.8]) от сварного шва. При этом отверстие требуемого размера у ступенчатого эталона должно располагаться как можно ближе к сварному шву. Канавочные эталоны необходимо располагать так, чтобы канавки были ориентированы перпендикулярно сварному шву.
[2, п. 7.8]) от сварного шва. При этом отверстие требуемого размера у ступенчатого эталона должно располагаться как можно ближе к сварному шву. Канавочные эталоны необходимо располагать так, чтобы канавки были ориентированы перпендикулярно сварному шву.
– При использовании ступенчатого эталона самая тонкая ступенька должна быть наиболее удалена от центральной оси пучка [3, рисунок 3].
– Если канавочный или ступенчатый эталон накладывается на мерный пояс, то нужно убедиться, что он не затеняет цифр.
– При фронтальном просвечивании труб диаметром 200 мм и более рекомендуется устанавливать не менее трёх IQI с равными промежутками по окружности [3, п. 6.7]. В других документах [7, п. 3.7] сохранено более привычное правило об установке по одному эталону чувствительности на каждую четверть длины окружности.
– При просвечивании разнотолщинных объектов канавочные IQI рекомендуется устанавливать на каждом участке одинаковой толщины. Регламент [8, п. 8.4.13.12] требует располагать канавочный эталон со стороны наименьшей толщины. То же самое касается и проволочных эталонов [8, п. 8.4.17]. Чувствительность устанавливается по той толщине, на которую установлен IQI. Другие методики – например, [7, п. 7.2; 5, п. 3.8] – требуют устанавливать методики на подложки-компенсаторы из контролируемого материала.
То же самое касается и проволочных эталонов [8, п. 8.4.17]. Чувствительность устанавливается по той толщине, на которую установлен IQI. Другие методики – например, [7, п. 7.2; 5, п. 3.8] – требуют устанавливать методики на подложки-компенсаторы из контролируемого материала.
– Эталон чувствительности должен плотно прилегать к поверхности ОК или к поверхности детектора (в зависимости от места установки).
– При использовании металлических фильтров IQI следует располагать перед ними.
Хорошая новость в том, что стандарт [2, п. 6.7] разрешает проверять качество изображения не каждого рентгеновского снимка. По согласованию с заказчиком количество рентгенограмм на проверку может варьироваться. Главное – гарантировать идентичность параметров экспозиций, методов обработки и отсутствие видимых различий в качестве снимков.
Отдельно надо сказать о применении IQI при реализации способа геометрического увеличения, который применяется для того, чтобы компенсировать сравнительно большой размер пикселя DDA-систем (более 50 мкм). Геометрическое увеличение отличается от цифрового зума тем, что не предполагает увеличения нерезкости, и реализуется двумя способами – увеличением отношения сигнал-шум либо увеличением расстояния между детектором и объектом контроля. Выбор между этими двумя вариантами должен определяться двухпроволочным эталоном. Если 2SRb больше размера ИИИ или фокусного пятна, то дуплексный IQI должен располагаться со стороны ОК, в противном случае – со стороны ИИИ. Наконец, по эталону чувствительности можно отслеживать степень увеличения. Ряд документов – например, [7, п. 3.9] – устанавливает ограничение на максимальное увеличение до 25%.
Геометрическое увеличение отличается от цифрового зума тем, что не предполагает увеличения нерезкости, и реализуется двумя способами – увеличением отношения сигнал-шум либо увеличением расстояния между детектором и объектом контроля. Выбор между этими двумя вариантами должен определяться двухпроволочным эталоном. Если 2SRb больше размера ИИИ или фокусного пятна, то дуплексный IQI должен располагаться со стороны ОК, в противном случае – со стороны ИИИ. Наконец, по эталону чувствительности можно отслеживать степень увеличения. Ряд документов – например, [7, п. 3.9] – устанавливает ограничение на максимальное увеличение до 25%.
Резюмируем. При просвечивании через одну стенки IQI следует располагать со стороны ИИИ. Если это невозможно, то располагают со стороны детектора. При схеме контроля на эллипс и схеме перпендикулярного просвечивания IQI может располагаться как со стороны ИИИ, так и со стороны кассеты (с запоминающей пластиной) или плоскопанельного детектора. При расположении IQI со стороны детектора необходимо использовать маркировку литерой F и сделать отметку в протоколе контроля. В этом случае чувствительность определяется по специальным таблицам [2, приложение В, В.3].
В этом случае чувствительность определяется по специальным таблицам [2, приложение В, В.3].
Как определить качество цифрового рентгеновского снимка по эталонам чувствительности
Как мы уже указали выше, достигнутый класс чувствительности определяется по номеру наименьшей различимой проволочки. Достигнутый уровень чувствительности определяется по диаметру наименьшей видимой на снимке проволочки. Её изображение считается различимым, если чётко видна её непрерывная длина не менее 10 мм [8, п. 8.4.9; 3, п. 7.1]. В том же регламенте говорится о том, что при толщине стенки ОК до 20 мм включительно разность оптических плотностей изображения канавочного эталона и основного металла в месте его установки должна быть не менее 0,3 е.о.п. для толщины эталона 2 мм (такая толщина у канавочного №1). При толщине стенки свыше 20 мм разность оптических плотностей должна составлять не менее 0,5 е.о.п. для толщины эталона 4 мм (у канавочного эталона №2). Оптическую плотность измеряют не менее чем в двух точках вдоль короткой стороны канавочного эталона: по одной точке с каждой из двух сторон на расстоянии 5–10 мм от края эталона – и усредняют полученные значения.
Хорошая новость в том, что для работы с цифровыми рентгенограммами применяется специализированное программное обеспечение. Различные фильтры и алгоритмы обработки изображения при гарантированной сохранности исходных данных помогает избежать разночтений в определении чувствительности и споров при сдаче-приёмке работ.
Требуемое количество различимых проволочек зависит от радиационной толщины, схемы контроля, класса (способа) и определяется в соответствии с технологической картой. Минимальные значения показателей качества изображения приведены в приложении В к стандарту [2]. Также в программе X-Vizor имеется справочник, в котором для каждого диапазона толщин и способа контроля указан требуемый номер проволочки.
При определении чувствительности по двухпроволочным эталонам документ [2] разрешает применять принцип компенсации: если на снимке не видно требуемого количества двойных проволочек, то можно оценивать снимок по количеству одинарных.
При работе со ступенчатыми IQI чувствительность определяется по номеру отверстия.
Вторая хорошая новость в том, что если достигнутая чувствительность не дотягивает до требуемого уровня, то при работе с плоскопанельным детектором исправить намного легче, чем при работе с плёнкой. Оператору достаточно изменить параметры просвечивания через ПО на компьютере и пульте управления рентген-аппарата и выполнить повторную экспозицию. Новый снимок будет на мониторе всего через несколько минут. Не нужно перезаряжать кассеты, проявляться, резать новую плёнку и пр.
Определение глубины дефектов по ступенчатым эталонам путём сравнения оптических плотностей многими дефектоскопистами РК воспринимается скептически – ввиду отсутствия официально утверждённых методик. В цифровой и компьютерной радиографии дела с этим обстоят чуть лучше, потому как программа X-Vizor, например, позволяет делать это точнее. Оператору достаточно произвести калибровку по градациям серого – и дальше программа сама будет высчитывать точное значение толщины материала в любой выбранной точке. Дополнительные погрешности, связанные с состояние измерительной апертуры денситометра и правильностью его применения тем самым исключаются.
Добавим в заключение, что определением чувствительности проверка качества цифрового рентгеновского снимка не заканчивается. Как минимум, нужно ещё измерить нормализованное отношение сигнал-шум SNRN и базовое пространственное разрешение цифрового изображения SRb (разрешающая способность – при работе с плоскопанельными детекторами). Но, во-первых, пугаться этого не нужно – тот же X-Vizor измеряет SNRN автоматически по мере перемещения курсора мыши по изображению. Текущие значения обновляются в нижней строке рабочего окна. Кроме того, пользовать можно произвольно выделить прямоугольную область в любом месте изображения, и программа сама всё посчитает в конкретной выбранной области. Для определения разрешающей способности тоже есть свой умный инструмент: пользователю лишь нужно выделить линией дуплексный IQI – и программа автоматически высчитывает точное значение SRb.
Во-вторых, всё это, пожалуй, относится немного к другой теме. Обязательно вернёмся к ней в будущем – следите за нашими новостями на форуме и в группе «Ньюком-НДТ» во «ВКонтакте», чтобы ничего не пропустить.![]()
Где всё это можно посмотреть вживую
За более чем 10-летнюю историю мы поставляли комплексы цифровой и компьютерной радиографии практически по всей стране. При необходимости технические специалисты «Ньюком-НДТ» выезжают к заказчику для демонстрации реальных возможностей оборудования и ПО. Вы также можете посетить нашу лабораторию радиационного контроля в Санкт-Петербурге, со своими образцами или без них. Будем рады показать передовые мировые технологии для РК в деле: +7 (812) 313-96-74, [email protected].
Библиографический список
1. ГОСТ 7512-82 «Контроль неразрушающий. Соединения сварные. Радиографический метод».
2. ГОСТ ISO 17636-2-2017 «Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов».
3. ГОСТ Р ИСО 10893-7-2016 «Трубы стальные бесшовные и сварные. Часть 7. Цифровой радиографический контроль сварных швов для обнаружения дефектов».
4. МИ 0002-10/16 «Методическая инструкция. Радиографический контроль основного металла и сварных соединений с применением комплексов цифровой радиографии КАРАТ КР».
5. «Методика проведения радиографического контроля качества сварных соединений объектов промысловых и магистральных газопроводов с применением систем компьютерной радиографии КАРАТ КР».
6. МИ 0003-05/14 «Методическая инструкция. Радиографический контроль основного металла и сварных соединений с использованием систем компьютерной радиографии DUERR».
7. МИ 0004-07/14 «Методическая инструкция. Радиографический контроль основного металла и сварных соединений с использованием систем компьютерной радиографии DUERR».
8. РД-25.160.10-КТН-016-15 «Магистральный трубопроводный транспорт нефти и нефтепродуктов. Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов» (Изм. 2).
9. ГОСТ Р 55776-2013 «Контроль неразрушающий радиационный. Термины и определения».
2021 | Наши дети — Советы родителям | Рекомендации Врача
Этот день мы ждали с
нетерпением. Точнее, ждали мой товарищ и его жена, а я был в качестве моральной
Точнее, ждали мой товарищ и его жена, а я был в качестве моральной
поддержки. Я, как человек неженатый, всегда шутил над ним, что, дескать, для общества он стал потерянным человеком,
когда женился. Но это всё было по-доброму, и я всегда хорошо относился к его
жене. Я не хотел бы, чтобы у читателя были какие-то побочные мысли о любовных
геометрических фигурах, нет.
Всё было в этом плане хорошо, тем более, для меня
впереди маячила перспектива тоже стать потерянным для общества человеком. Так о
каком же дне я веду речь? День, когда женщина становится матерью, а мужчина
отцом. В этот день родился Кирюха, так они назвали своего первенца.
Помню, что
мы всей дружной толпой бурно отмечали день появления Кирилла. При чём празднование
длилось три дня. Скажу сразу, что мы люди, хоть и шумные, но вполне
миролюбивые. Кроме нас с Саньком (так зовут новоиспечённого папашу), в квартире
его обитало ещё три человека – все люди с высшим техническим образованием, в общем, интеллигенты.
А чтобы соседи без
страха пережили эти три праздничных дня, мы в первый же день накрыли стол во дворе многоквартирного дома,
чтобы все могли присоединиться к нашей радости, пределов которой ни у кого из
нас не было. Даже участковый побывал на нашем застолье. Немного поворчав, он
Даже участковый побывал на нашем застолье. Немного поворчав, он
лишь пригубил и сказал, чтобы мы не хулиганили. Мы сказали, что всё будет тихо
и мирно, и даже бабки, вечные дежурные любого двора, подтвердили высокий статус
нашей компании.
И всё же во избежание дальнейших эксцессов, мы перебрались в квартиру,
закрыли дверь на ключ и продолжили учить Санька уму разуму в свете
приобретённого звания: «Молодой папа».
Через три дня, мы дружно прибрались в его квартире, перемыли всю посуду,
стёрли пыль со всех поверхностей, вынесли мусор и тихо ретировались каждый по
своим домам переодеваться для того, чтобы ехать встречать Марину (так звали
новоиспечённую маму) из больницы – Кирилл в этот день должен был переступить
порог своей обители. Марина увидела
слегка помятое лицо Кирилла, а так же наши лица. Сказать, что она была в шоке –
это не сказать ничего. Но по приезду домой, она успокоилась и даже не стала на
нас ругаться.
Прошло три года с тех
незабываемых событий. Кирюха рос, как на дрожжах, Марина цвела и хорошела, а
Саня удачно справлялся со своими обязанностями.
Но один раз он пришёл ко мне
домой с опечаленным видом. Я спросил у него, что мол, случилось. Он поведал мне
историю, что коляска, на которой они возили Кирюху, сломалась, а на новую не
хватает денег. И не могу ли я ему занять на некоторое время. Я этого сделать не
мог, потому что собирался покупать золотое кольцо для своей избранницы. Но мы
пошли смотреть, что же случилось с его коляской.
Марина встретила нас с
сияющей улыбкой. Немного усталая от материнских забот, она открыла нам дверь,
впустила и сказала: «Серёга, может, ты поможешь нам коляску купить»? Я сказал,
что не могу этого сделать, потому что в ближайшем будущем намерен их с Саньком
пригласить на свою свадьбу. Она поздравила меня с этим событием, но пожать руку
не могла, потому что беспокойный Кирюха всё время сидел у неё на руках.
Саня прикатил коляску.
Я посмотрел, что там случилось и увидел, что сломалась несъёмная поперечная
балка у колёс . И сломалась она не на сварочном шве, а около него. Понятно
из-за чего. Зима, состояние наших дорог, ухабы и бордюры. Плюс то, что коляска
Зима, состояние наших дорог, ухабы и бордюры. Плюс то, что коляска
произведена в соседнем Китае. Я успокоил Марину и забрал коляску себе на пару
часов.
В таких случаях,
помогает аргонная сварка. Очистив латунной мягкой щёткой на болгарке место
слома от заводской краски, я прикрыл все пластмассовые крепления мокрой
тряпочкой, чтобы не повредить их при сварке. Настало время настройки аппарата.
Самое главное настроить силу тока – для коляски достаточно 100 ампер.
Аргонную сварку ещё
называют TIG-сваркой.
Вообще, это одна из разновидностей электросварки, только гораздо красивее,
пусть и медленней. Чаще всего его применяют, когда очень важен внешний вид
деталей или при сварке тонкостенных металлических изделий. Этот метод подходит
для сварки металлов разного вида, но чаще всего его применяют, если нужно
соединить детали из нержавеющей стали или алюминия. В отличии от всех видов
электросварки, при работе с аргоном используются электроды из вольфрама. Аргон
используют при защите от окисления на воздухе. Если нужно, при сварке вручную
Если нужно, при сварке вручную
используют присадочный прутик, который плавится вместе с деталями электрической
дугой.
Из плюсов можно
отметить аккуратность шва и возможность работы с металлом, который не поддаётся
сварке обычным методом. Из минусов – это то, что при работе с аргоном необходим
газовый баллон, в котором находится аргон и который ограничивает подвижность
такой работы.
Сейчас в продаже
находится множество видов аппаратов для аргонной сварки. Ознакомиться с ними вы
можете в специализированных магазинах.
Я, как мастер аргонной
сварки, справился с коляской за два часа. Почему так долго спросите вы? Потому что эта работа является сама по себе
низкопроизводительной, это ещё один минус. Аргонная сварка оправдывает себя тем,
что она нужна именно для таких задач, которые исправляют все горести и
неудобства материнства. Потому что, увидев отремонтированную коляску, Марина
была очень счастлива. А Санёк пошёл за своей благодарностью в магазин. Но, как говорится
в одной телепередаче – это уже совсем другая история.
Перчатки и защита рук для сварщиков
Toggle Nav
Поиск
В мире сварки, помимо наших глаз, наши руки являются наиболее важными инструментами в нашей личной сумке для инструментов. Забота о наших руках так же важна, как и о ее глазах, поэтому, точно так же, как нам нужны надлежащие защитные очки на лице, нам также нужны надлежащие перчатки на руках. Прежде чем мы выберем подходящие перчатки, нам нужно убедиться, что мы понимаем потенциальные опасности, которые могут быть, поэтому мы понимаем, от чего они должны нас защищать. АНСИ Z49.1 содержит информацию о средствах индивидуальной защиты и другом защитном снаряжении в области сварки и резки.
Опасности для наших рук в мире сварки многочисленны. Мы можем сломать или раздавить руку, если они попадут или защемятся между двумя объектами. Мы можем порезать руки от воздействия острых краев и других зазубренных поверхностей. Мы можем обжечь руки раскаленным металлом, искрами и другим раскаленным летящим металлом. Перчатки также защищают наши руки от яркого света и ультрафиолетового излучения, испускаемого сварочной дугой. Существуют и другие опасные химические вещества и чистящие средства, с которыми мы также контактируем в мире сварки. И, наконец, на металлических поверхностях и вокруг них много жира, грязи, грязи и пыли.
Перчатки также защищают наши руки от яркого света и ультрафиолетового излучения, испускаемого сварочной дугой. Существуют и другие опасные химические вещества и чистящие средства, с которыми мы также контактируем в мире сварки. И, наконец, на металлических поверхностях и вокруг них много жира, грязи, грязи и пыли.
Знание того, чему будут подвергаться ваши руки, поможет вам выбрать лучшую перчатку для каждого применения. В зависимости от процесса сварки, который мы используем, также будет зависеть тип перчаток, которые мы используем. При газовой вольфрамовой дуговой сварке обычно используются более легкие перчатки с более тонкими материалами на пальцах для большей чувствительности, но они обеспечивают наименьшую термостойкость. Перчатки для дуговой сварки металлическим газом имеют большую изоляцию на пальцах, но не так сильно, как более тяжелые перчатки, используемые для дуговой сварки с защитным металлом и дуговой сварки с флюсовой сердцевиной. Воздушно-дуговая резка, дуговая сварка под флюсом и дуговая сварка в защитном металле создают самые высокие требования к безопасности рук при сварке и резке.
Кожа — самый прочный и надежный выбор для сварочных перчаток. Сами по себе погодные условия могут быть самых разных типов. Воловья, свиная, овечья, оленья и другие виды кожи не являются редкостью. Перчатки из воловьей и свиной кожи, как правило, выдерживают более грубое использование, острые края, а также высокую температуру. С другой стороны, овчина и оленина, как правило, более гибкие и чувствительные, чем кожа коровы и свиньи. Мы часто видим тех, кто использует перчатки для дуговой сварки вольфрамовым электродом, где чувствительность является одним из ключевых факторов в конструкции перчаток.
Перчатки не могут обеспечить нам достаточной защиты, если наши руки окажутся не в том месте и будут раздавлены или зажаты между двумя поверхностями, от которых мы не можем убрать руки. Также следует соблюдать осторожность, даже в самых лучших перчатках, вблизи острых предметов. Нередко можно увидеть очень острый кусок листового металла из задней части ножниц или какого-либо другого оборудования, которое прорезает лучшие перчатки. Защита от жары зависит только от того, сколько утеплителя и сколько слоев защиты имеется в перчатках.
Защита от жары зависит только от того, сколько утеплителя и сколько слоев защиты имеется в перчатках.
Также важно, где находится эта теплоизоляция. Кажется, что на некоторых перчатках есть много теплозащиты на ладони, где чувствительность может быть нарушена. Тепловая защита более важна на внешней стороне руки, в пальцах и суставах, а за пределами нашего запястья — это то место, где должна существовать и присутствовать настоящая тепловая защита, если она собирается защитить нас от высоких температур сварочной дуги и воздействия. к горячему летящему металлу. Удаление пыли, грязи, ржавчины и жира с кожаных перчаток поможет продлить срок их службы и улучшить сцепление и ощущение.
Если мы обнаружим, что опасность, от которой пытались защитить себя, представляет собой какой-либо жидкий химикат или чистящее средство, вам придется свериться с соответствующими таблицами, чтобы убедиться, что у нас есть перчатки, изготовленные из подходящих материалов, устойчивых к химикатам. мы работаем с. Также важно убедиться, что нет отверстий или порезов.
Также важно убедиться, что нет отверстий или порезов.
Точно так же, как хорошая пара обуви может иметь решающее значение, наличие правильных перчаток, правильного размера и типа сделает вашу работу намного более приятной, и у вас может быть возможность сделать несколько лучших сварных швов.
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения более подробной информации об оборудовании для различных процессов сварки и резки. У компании Longevity есть машины и оборудование, подходящие именно для вашего применения, поэтому взгляните и выберите то, что лучше всего подходит для ваших материалов, продукта, потребностей и области применения.
4 мощных варианта перчаток для сварочных работ
Вы когда-нибудь слышали этот лозунг по безопасности на рабочем месте: «Когда вы играете с безопасностью, вы ставите на кон свою жизнь»?
Будь то настоящий профессионал или начинающий, вам потребуются соответствующие инструменты для завершения работы.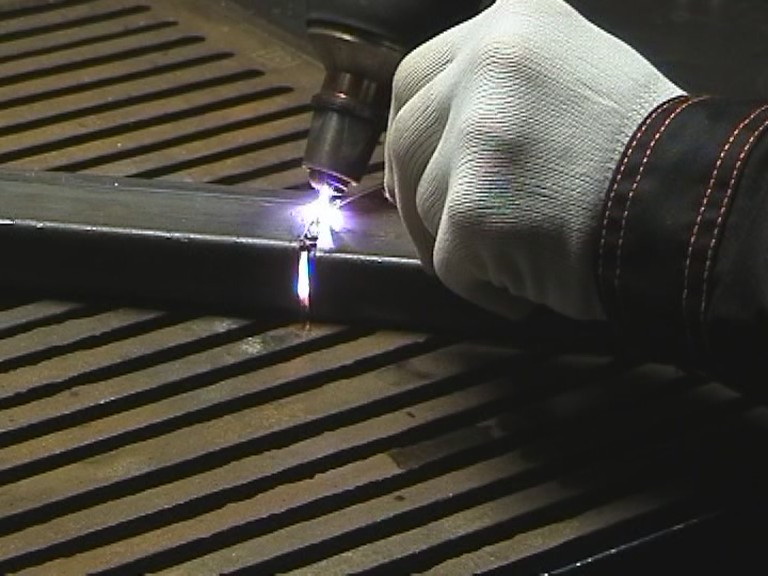
Возьмем, к примеру, тяжелые работы.
Работа в тяжелых условиях включает применение чрезмерной силы и физической силы для выполнения сложной задачи, для которой иногда может потребоваться использование машин и/или тяжелых инструментов.
Поэтому в целях безопасности при работе в любой неблагоприятной или сложной ситуации следует надевать соответствующую защитную одежду, например, промышленные защитные перчатки.
Эти промышленные перчатки обычно изготавливаются из толстых материалов с шероховатым рисунком на ладонях для лучшего захвата и меньшей мышечной усталости.
Они закрывают и поддерживают руки и пальцы во время работы над любым проектом, защищая их от несчастных случаев или производственных травм, таких как порезы, синяки, осколки стекла, раны тканей, осколки дерева и ожоги от тепла или химикатов.
Сегодняшний сценарий работает на сварочных работах.
Итак, вы работали в последнее время сварщиком?
Тогда в этой статье все, что вам нужно знать о правильной паре перчаток.
Все, что вам нужно сделать, это расслабиться и попытаться читать медленно.
Надеюсь, вам понравится.
Что такое сварочные перчатки?
Сварка может создавать температуры до 10 000 градусов по Фаренгейту.
Это означает, что сварка является рискованным занятием, поэтому использование надлежащих перчаток для работы имеет решающее значение для защиты как запястий, так и рук.
Сварочные перчатки защищают руки от тепла, пламени и поражения электрическим током.
Эти перчатки защищают от поражения электрическим током, улучшают захват и устойчивость к истиранию.
Конечно, типы перчаток различаются в зависимости от процесса сварки.
Сварка – многофункциональная работа; Таким образом, ваши сварочные перчатки также должны быть такими.
Эти перчатки следует надевать во время сварки и всех других работ, которые должен выполнять сварщик.
Наконец, люди, которые не занимаются сваркой, также могут воспользоваться парой хороших перчаток для домашней работы, связанной с сильным жаром, такой как приготовление гриля или обслуживание заднего двора или костра на открытом воздухе.
Зачем нужны сварочные перчатки?
Как мы уже упоминали, эти перчатки являются одними из нескольких защитных перчаток для защиты при любых тяжелых работах.
Но стандарт ANSI Z49.1 требует, чтобы все резчики и сварщики носили защитные перчатки.
Вот почему очень важно, если вы планируете выполнять какие-либо сварочные работы, защищать руки специальными перчатками.
Исследования показали, что в этой среде может произойти несколько несчастных случаев, если сварщики не будут носить СИЗ.
Например, поражение электрическим током, травмы и ожоги кожи — это лишь некоторые риски, с которыми сталкиваются сварщики, если они не используют средства защиты рук.
Другим разобьют руки, раздавят между двумя предметами или случайно порежут.
Кроме того, сварщики также сталкиваются с опасностями, связанными с искрами, горячим металлом, горячими летающими предметами, пылью, грязью, смазкой и химическими веществами.
По этой причине, когда вы, наконец, поймете, что нужно вашим рукам, вы, наконец, сможете обеспечить их адекватную защиту в любое время во время сварочных работ.
Каковы требования к сварочным перчаткам?
Процедура определяет конкретные характеристики, необходимые для выбора подходящих перчаток.
Вот некоторые общие характеристики, на которые следует обращать внимание: [1]
- Электрическая изоляция
- Теплоизоляция
- Влагостойкий
- Способность держать руки сухими
- Гибкость при работе с полным диапазоном движений
- Comfort : размер и посадка
- Качественные материалы : края и швы, не мешающие работе
- Прочный
- Долговечный
- Прочный на прокол и разрыв
Какие материалы используются в сварочных перчатках?
Применение определяется главным образом используемым материалом.
Примечательно, что материалом, обычно используемым для изготовления сварочных перчаток, является лучшая кожа, полученная из шкур животных, таких как коровы, свиньи, козы и олени.
Кожа считается отличным материалом для сварочных перчаток, но вы также должны помнить о ее качестве.
Кроме того, могут понадобиться внутренние материалы для перчаток.
Например, внутренняя перчатка из шерсти или хлопка может понадобиться, если работа выполняется во время метели или в атмосфере с повышенной влажностью.
Классификация перчаток сварщиков по способу сварки
Перчатки для сварки TIG
TIG — сокращение от вольфрамового инертного газа. [2]
Сварка ВИГ представляет собой процесс дуговой сварки, в котором для создания сварного шва используется неплавящийся вольфрамовый электрод и заготовка.
Этот тип сварки требует значительных навыков и защиты от тепла.
Сварщики TIG предпочитают перчатки из козьей кожи или другого тонкого и податливого материала, поскольку они более прочные.
Эта перчатка имеет дополнительную набивку на ладони и даже на внешней стороне руки.
Потому что дополнительная набивка позволяет пальцам удобно лежать рядом с горячими поверхностями.
Перчатки также легко снимаются, когда становится слишком жарко.
Однако следует помнить об одном моменте: перчатки с застежками-липучками могут быть проблематичными при снятии.
Это особенно сложно, когда вам нужно быстро снять перчатки из-за чрезмерного нагрева.
Поэтому рассмотрите возможность использования термостойкой подкладки из кевлара или вспененной шерсти для дополнительной защиты.
Обычно эффективность этих перчаток проверяют, пытаясь поднять что-то маленькое, например монету.
Но, если вы обнаружите, что вам сложно его поднять, вы должны выбрать другую и более удобную пару.
Наконец, перчатки для сварки TIG не обеспечивают защиту от горячих процессов, таких как сварка MIG, которые создают много брызг.
Сварочные перчатки MIG
MIG означает сварку металлов в среде инертного газа. [3]
MIG на протяжении десятилетий является самой распространенной процедурой сварки среди профессиональных и любительских сварщиков.
Это тип сварки, при котором электричество используется для расплавления как питающей проволоки, так и небольших участков металлических заготовок, тем самым спаивая их вместе.
В отличие от сварки TIG, MIG производит больше тепла и искр.
Итак, идеальным материалом для изготовления перчаток для данного вида сварки является высококачественная козья кожа с термостойкой подкладкой.
Как мы уже говорили, это связано с чрезмерным выделением тепла, искрением и вредными брызгами, возникающими в процессе сварки MIG.
Кроме того, перчатки должны быть толще и состоять из нескольких слоев.
Другие кожаные материалы для изготовления перчаток MIG включают воловью кожу высшего качества, свиную кожу или кожу оленя.
- Сварочные перчатки
Сварка стержнем — это промышленный сленговый термин, обозначающий дуговую сварку защищенным металлом. [4]
Сварка стержнем использует электричество для расплавления электрода.
Металлическое соединение и электрод плавятся одновременно.
Первоначально он использовался в 1920-х годах, когда был представлен первый электрод с флюсовым покрытием.
Однако в настоящее время он используется, среди прочего, для сварки мостов, строительства, трубопроводов и технического обслуживания.
Когда дело доходит до стыковой сварки, необходим более толстый разрез кожи.
Расщепление козьей и свиной кожи лучше всего подходит для этих перчаток.
Шкуры лосей, в отличие от воловьих, не твердеют быстро при нагревании; таким образом, их можно использовать для изготовления перчаток-тростей.
Поскольку процедура сварки электродом проста, пользователю не потребуется гибкая перчатка.
Кроме того, перчатки должны быть толстыми и защитными, так как этот тип сварки выделяет много тепла и искр по сравнению с другими процессами сварки.
При работе с металлом существует значительный риск порезаться или поцарапаться.
Хотя разрезы могут не казаться глубокими, область может инфицироваться, причиняя дополнительный вред рукам.
Перчатки, устойчивые к порезам, являются наиболее безопасным вариантом для обеспечения вашей безопасности при работе с лезвиями и острыми предметами.
Другими словами, они специально предназначены для защиты перчатки от повреждений, а сварщика от травм, вызванных острыми инструментами, такими как керамика, стекло, металл и т. д.
Что следует учитывать при покупке сварочных перчаток?
Давайте помнить об этих моментах как о главном руководстве по выбору пары сварочных перчаток, которые будут одновременно защищать и служить долго: [5]
- Правильный размер
Один размер не подходит всем.
Подгонка сварочных перчаток так же важна, как и их защита.
Тогда, если ваши руки выскользнут или вам не хватит места для движения, вам будет неудобно и небезопасно.
Кроме того, ваши перчатки не должны быть громоздкими и удобными; что дает вам свободу передвижения.
Подумайте, какой большой палец вам нужен.
Во избежание неудобств рассмотрите возможность покупки сварочных перчаток с дополнительной кожей на большом, указательном пальцах и в области пясти кисти.
Вы также можете выбрать перчатки, закрывающие руку или доходящие до локтя.
Затем вы должны примерить перчатки, прежде чем их использовать.
Кроме того, согните в них руку, пальцы и запястья и обратите внимание на их ощущения и движения.
Сварочные перчатки должны соответствовать поставленной задаче.
Как мы уже говорили, они доступны в нескольких дизайнах, стилях и материалах.
Эти перчатки должны быть проверены и сертифицированы для обеспечения защиты в соответствии с правилами и стандартами.
Примечательно, что вы должны учитывать используемый сварочный аппарат или технологию, такую как мы уже упоминали: палочка, MIG, TIG или комбинация этих методов.
Потому что тип выполненной сварки определяет, какие типы перчаток подходят для этой задачи.
Примите во внимание и рабочую среду.
Потому что есть большая разница между работой внутри объекта с климат-контролем и снаружи в 400-футовом здании со сварочными балками.
Тип изоляции
Сварку не зря называют огневыми работами.
На выбор сварочной перчатки влияет тепловое воздействие.
Затем начните с оценки вовлеченного тепла.
Всегда помните о продолжительности теплового воздействия.
Производители и поставщики могут помочь вам в процессе выбора, но вы должны предоставить им информацию о требуемой задаче.
Например, при сварке стержнем необходимо учитывать следующее:
- Сварка при силе тока более 90 ампер: перчатка должна иметь кевларовую нить.
- 125 ампер или более: перчатка должна иметь хлопковую изоляцию.
- 250 ампер и более: перчатка должна иметь изоляцию из хлопка и пены.
- Более 500 ампер: перчатка должна иметь накладку на тыльной стороне ладони или светоотражающий материал на тыльной стороне ладони.

Кроме того, узнайте о различных типах изоляции, чтобы получить максимальную защиту.
Хорошие изоляторы изготавливаются из кевлара, хлопка и алюминия.
Правильный дизайн
Помимо собственно сварочного периода, сварка включает в себя множество задач.
Другими словами, работа по сварке сильно влияет на уровень вашей ловкости.
Таким образом, перчатки должны иметь отличный нескользящий захват и усиленную гибкую ладонь, чтобы правильно использовать отбойный молоток и шлифовальный станок в рамках этих сложных задач.
Эти великолепные перчатки позволят вам выполнять грубую и тяжелую работу, а также тонкую работу пальцами.
Например, для сварки MIG и дуговой сварки требуется высокая теплозащита, а для сварки TIG требуются перчатки, обеспечивающие высокую ловкость сварщика.
Наконец, помните, что во всем мире есть как правши, так и левши, поэтому опоры и подушечки для перчаток должны быть доступны в любом направлении или приспособлены для использования любой рукой.
Сварочные перчатки необходимо тщательно очищать, чтобы сохранить их защитные свойства.
Кроме того, ваш поставщик может порекомендовать лучший способ очистки, ухода и правильного хранения перчаток.
Как долго служат сварочные перчатки?
Сварочные перчатки не вечны.
По этой причине вы должны знать, когда менять сварочные перчатки.
Срок их годности определяется качеством и частотой использования.
Таким образом, они будут иметь более длительный срок службы при воздействии умеренной температуры и меньшем количестве рабочих часов, чем при воздействии высокой температуры и больших усилий.
Как правило, если качественная пара перчаток находится в хорошем состоянии, она должна прослужить несколько месяцев — возможно, два.
Однако, если они повреждены, порваны, имеют отверстия или изношены до такой степени, что нарушается их целостность, их необходимо немедленно заменить.
Таким образом, они должны быть заменены в соответствии с рекомендациями производителя.
Ведь сварочная перчатка может защитить вас от поражения электрическим током, но только если в ней нет отверстий.
Перчатки для сварки VS Перчатки для гриля
Ранее в этой статье мы упоминали, что люди, которые не занимаются сваркой, также могут использовать эти перчатки.
В частности, самый распространенный вопрос в Интернете: «Можно ли использовать сварочные перчатки для гриля?»
Да, конечно.
Оба типа перчаток уже производятся термостойкими.
Однако сварочные перчатки гораздо лучше защищают от тепла.
Возможно, вы уже купили сварочные перчатки для сварки, а затем решили устроить вечеринку на гриле с семьей и друзьями дома.
В этом случае вам не нужно приобретать другую защитную перчатку.
Это СИЗ, конечно, недешевое.
Но если еще нет, и вы все еще хотите узнать больше о разнице, то, пожалуйста, продолжайте читать.
Перчатки для барбекю или гриля могут защитить руки от температур от 500 до 1000 градусов по Фаренгейту или от 260 до 600 градусов по Цельсию.
Кроме того, эти перчатки для гриля могут обеспечить такие преимущества, как комфорт, легкость очистки и устойчивость к маслу и воде.
Оба сделаны из кожи, первый выбор в случае характеристик термостойкости.
Единственным недостатком является то, что если перчатка перегреется, ее следует немедленно снять, если вы не хотите обжечься.
Кроме того, мы заметили, что перчатки для сварки гораздо более популярны на онлайн-рынке, чем перчатки для гриля.
Однако с точки зрения цены это отличается, потому что сварка требует лучшей защиты, чем приготовление на гриле или разведение костров.
Сварочные перчатки очень прочные из-за их промышленного применения, но при этом достаточно податливы для длительного ношения.
Также можно двигать запястьем и пальцами, чтобы схватить что-либо, что может быть необходимо, когда требуется быстрая ловкость.
В конечном счете, они являются идеальной альтернативой для людей, которые должны маневрировать вокруг горячих грилей, потому что эти сварочные перчатки растягиваются до 18 дюймов до предплечья.