Содержание
Как варить полуавтоматом без газа порошковой проволокой, видео
Сваривание деталей полуавтоматом без газа уже не является чем-то из ряда вон выходящим. Более того, технология стала доступной не только для избранных специалистов, но и для всех без исключения любителей. В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
Сварка полуавтоматом по сравнению с электродуговой имеет важные преимущества. С ее помощью шов получается более качественным, а закрыть за один проход длинный стык — это уже не проблема. Плюс к этому оборудование отлично справляется с задачами сваривания листовых материалов толщиной 1,5 мм и меньше.
Наряду с приличным перечнем достоинств полуавтоматический сварочный аппарат имеет и недостаток. Он заключается в необходимости защитной среды, которая формируется специальным газом. Поэтому приходится тащить увесистые баллоны, что тяжело и очень неудобно. Есть выход. Можно избавиться от тяжелой ноши и заваривать стыки только одной лишь проволокой. Но не простой, а специальной — порошковой. Она еще называется флюсовой. О том, как варить полуавтоматом без газа, читайте в материале дальше.
Есть выход. Можно избавиться от тяжелой ноши и заваривать стыки только одной лишь проволокой. Но не простой, а специальной — порошковой. Она еще называется флюсовой. О том, как варить полуавтоматом без газа, читайте в материале дальше.
СОДЕРЖАНИЕ
- Особенности сварки без газа
- Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
- Особенности порошковой проволоки
- Видео: Как правильно варить полуавтоматом без газа
Особенности сварки без газа
Как работать с электродуговой сваркой, знают не только специалисты, но и любознательные люди со стороны. По крайней мере многие видели, что к рабочей платформе присоединяется провод, в держатель вставляется электрод и далее цепь замыкается, генерируя дугу. С аппаратами для полуавтоматической сварки дела обстоят несколько иначе. Электрод здесь заменяет проволока, которая во время сварки окутывается защитным газом.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Газовая среда необходима для того, чтобы защитить расплавленный металл от окисления. В окружающем воздухе много паров влаги и других активных элементов, которые будут взаимодействовать с расплавом. Подаваемый в рабочую зону газ вытесняет атмосферный, создавая тем самым защитную среду. Это и есть слабое место полуавтоматической сварки. Для ее работы нужен газ, который не всегда есть под рукой. И что делать, если баллона нет? Ответ прост: можно воспользоваться проволокой с флюсом внутри.
Читайте также: Сварка полуавтоматом для начинающих
Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
Порошковая проволока предназначена для того, чтобы дать возможность работать без использования баллонного газа. Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры. Он начинает плавиться и при этом выделяет газ, который и формирует защитную среду.
Порошок можно назвать тем же самым защитным газом или электродной обмазкой. В любом случае их роли идентичны: обеспечение защитной среды для сварочной ванны. В состав порошка включен рутил и флюорит. Более точный состав можно узнать на этикетке или сопроводительной документации.
Вот и получается, что выполняется сварка флюсовой проволокой без газа. Точнее без баллонов — громоздких и тяжелых. Благодаря этому оборудование можно использовать в сложных и труднодоступных местах: в узких проходах, тоннелях; на высоте и т.д. Если нет возможности доставить туда баллон, то делать это вовсе не обязательно.
Особенности порошковой проволоки
На рынке представлена присадочная проволока разных диаметров, начиная от 0,8 мм. Наибольшая толщина расходного материала составляет 2,4 миллиметра. Широкий ассортимент проволоки значительно расширяет возможности сварки. Полуавтомат работает с металлами разной толщины: начиная от тонких листов и заканчивая заготовками толщиной в сантиметр.
Полуавтоматом с присадочной проволокой можно варить как оцинкованное железо, так и углеродистую сталь или нержавейку. Важно учитывать при выборе расходного материала состав порошка. От этого зависит конечный результат всей работы.
Как правильно варить полуавтоматом без газа
Оцените, пожалуйста, статью
12345
Всего оценок: 103, Средняя: 2
2
5
1
103
Достоинства и недостатки сварки полуавтоматом без газа
Одно из ведущих мест в производстве металлоконструкций занимает электродуговая сварка плавлением. Популярным ее вариантом считают полуавтоматическую сварку, в процессе которой подача электрода либо проволоки механизируется. При этом перемещение сварочной горелки с требуемой скоростью по протяжению шва проводится сварщиком собственноручно. Защиту расплавляемого металла сварочного шва от атмосферного воздействия осуществляют в виде подачи на свариваемый участок флюса в гранулах или защитного газа для сварки полуавтоматом. Для некоторых случаев требуется и то, и другое.
Для некоторых случаев требуется и то, и другое.
Особенности полуавтоматической сварки без газа
Сварка полуавтоматом, представляющая собой один из традиционных способов сварки, выполняется с применением электродной проволоки. Она, выступая в качестве электрода, бесперебойно поступает с определенной скоростью при помощи специального привода в сварочную головку. Применение особых флюсов позволяет получать большую глубину проплавления металлов на свариваемом участке даже с небольшим диаметром проволоки и на малых токах. Благодаря получаемым высококачественным швам при любой толщине деталей использование в сварке без газа сварочного полуавтомата значительно увеличивает производительность работ и качество получаемых соединений.
Целесообразна сварка полуавтоматом в изготовлении конструкций с небольшой протяженностью швов и при их криволинейности. Она удобна для несложных мелкосерийных производств. Чаще всего ею сваривают металлы толщиной деталей до 3 см, со скосом кромки либо без него, много- либо однопроходными угловыми, а также дву- или односторонними стыковыми швами. Также этим способом сварки делают швы прорезные, со проплавлением насквозь верхней части нахлесточного соединения и электрозаклепками. Для этого, как правило, используются шланговые полуавтоматы для сварки, имеющие универсальный держатель.
Также этим способом сварки делают швы прорезные, со проплавлением насквозь верхней части нахлесточного соединения и электрозаклепками. Для этого, как правило, используются шланговые полуавтоматы для сварки, имеющие универсальный держатель.
Нередко для сварки полуавтоматом применяют переменные токи, но и с использованием постоянных токов сварочный процесс тоже возможен. При росте силы тока увеличивается и расход газа при сварке полуавтоматом. До начала сварки место предстоящего соединения необходимо, открыв заслонку специального бункера, обработать флюсом. С началом подачи электрода либо проволоки возбуждается дуга, которая подается плавными движениями электрода вдоль поверхностей кромок, посыпанных флюсом. В случае выключения подающего устройства, при повторном возбуждении дуги требуется удаление с края электрода застывающих шлаков.
Операция передвижения держателя по оси шва в ходе сварки полуавтоматом проводится электросварщиком собственноручно. При этом держатель можно как передвигать, держа на весу, так воспользоваться специально предназначенным для его опоры костылем. Незначительные изменения в расстоянии между держателем и поверхностью детали не нарушат правильного ведения процесса сварки и, как правило, не влияют на размеры швов и их форму. Но для выполнения швов высокого качества требуется практический опыт в поддержании необходимой скорости движения держателя и точности направления электродов вдоль оси швов.
При этом держатель можно как передвигать, держа на весу, так воспользоваться специально предназначенным для его опоры костылем. Незначительные изменения в расстоянии между держателем и поверхностью детали не нарушат правильного ведения процесса сварки и, как правило, не влияют на размеры швов и их форму. Но для выполнения швов высокого качества требуется практический опыт в поддержании необходимой скорости движения держателя и точности направления электродов вдоль оси швов.
Преимущества и недостатки сварки полуавтоматом без газа
Определенную трудность в выполнении газовой сварки полуавтоматом представляет невозможность наблюдать за ходом образования шва. Держатель при производстве угловых соединений помещается в угол стыка скрепляемых деталей, поэтому сварку приходится вести сбоку или в направлении на себя. При сочетании поперечных колебаний держателя с его перемещением вдоль оси шва можно получать уширенные швы, которые необходимы при сварке некоторых соединений с большими зазорами. Также сварка полуавтоматом целесообразна при производстве прерывистых швов.
Также сварка полуавтоматом целесообразна при производстве прерывистых швов.
Из-за слабой жесткости с высокой хрупкостью порошковой проволоки, используемой для сварки без газа полуавтоматом, ее подачу производят при помощи особого механизма с малым сжатием. В этом случае недопустимы резкие движения шлангом. Кроме того требуется неукоснительное соблюдение полярности подключения на держак с «массой»: «+» к изделию, «–» на держак, то есть в прямом варианте. Такая необходимость обусловлена созданием высокой температуры при подаче флюсовой проволоки для образования защитного газового облака. Давление газа при сварке полуавтоматом регулируют в зависимости от свариваемых металлов и силы тока.
Делая выбор между разновидностями этого типа сварки с газом или без него, стоит отдать предпочтение второму варианту. Конечно, первый способ позволяет полностью исключить проникновение кислорода на место непосредственного проведения сварки. За счет этого устраняются недостатки, связанные с содержанием углерода, что позволяет получить сварной шов высокого качества. Но данный метод требует больших затрат труда и средств. Придется перемещать тяжелые газовые баллоны, что нецелесообразно для выполнения всего нескольких швов. К тому же зарядка баллонов нерентабельна, когда сварка используется не слишком часто. Поэтому, к примеру, сварка алюминия полуавтоматом без газа гораздо выгоднее газовой.
Но данный метод требует больших затрат труда и средств. Придется перемещать тяжелые газовые баллоны, что нецелесообразно для выполнения всего нескольких швов. К тому же зарядка баллонов нерентабельна, когда сварка используется не слишком часто. Поэтому, к примеру, сварка алюминия полуавтоматом без газа гораздо выгоднее газовой.
Достоинством способа такой сварки без газа является также отсутствие необходимости в использовании газовой аппаратуры с большой энергоемкостью. Помимо этого он позволяет при помощи широкого выбора сварочной проволоки с разными наполнителями получать требуемый химический состав металла шва и определенные характеристики сварочной дуги. Благодаря отсутствию затрат на зарядку необходимым газом баллонов сварка полуавтоматом без газа экономична и доступна всем. А ее самым важным преимуществом служит возможность наблюдения через защитную маску за операцией непосредственной подачи электродной проволоки в разделку.
Но стоить учесть, что нельзя пользоваться полуавтоматом для сварки без газа, применяя обычную сварочную проволоку. Полученный таким образом шов будет содержать раковины и отличаться неровностью. При этом существенно увеличится расходование проволоки, потому что ее значительная часть будет просто испаряться. Кроме того на участке сварки будет ощутимо воздействие кислорода, а значит образование окислов позволит возникнуть кавернам в шве.
Полученный таким образом шов будет содержать раковины и отличаться неровностью. При этом существенно увеличится расходование проволоки, потому что ее значительная часть будет просто испаряться. Кроме того на участке сварки будет ощутимо воздействие кислорода, а значит образование окислов позволит возникнуть кавернам в шве.
Что такое дуговая сварка порошковой проволокой? Подробное понимание
Последнее обновление
Когда дело доходит до изготовления металлоконструкций, немногие процессы сварки более эффективны, чем дуговая сварка с флюсовой проволокой (FCAW). При использовании того же основного оборудования, что и при сварке металлов в среде инертного газа (MIG или GMAW), дуговая сварка с флюсовой проволокой наносит присадочный металл с помощью порошковой проволоки. В результате скорость наплавки примерно в 10 раз выше, чем при дуговой сварке с защитным металлом (SMAW или Stick). Разработан в начале 1950-х годов, сварка порошковой проволокой повысила эффективность в производственных условиях.
Разработан в начале 1950-х годов, сварка порошковой проволокой повысила эффективность в производственных условиях.
Как работает дуговая сварка порошковой проволокой?
Для сварки порошковой проволокой используется то же оборудование, что и для сварки MIG. Сюда входят сварочный аппарат/инвертор, механизм подачи проволоки, полуавтоматическая сварочная горелка и зажим заземления. Поскольку источник питания основан на CV (постоянном напряжении), которое можно регулировать, это означает, что длина дуги будет оставаться постоянной на протяжении всей сварки. Общий ток можно изменить, увеличив или уменьшив скорость подачи проволоки (WFS).
Предоставлено: Thaweesak Thipphamon, Shutterstock
Но сварка флюсовой проволокой отличается от сварки MIG тем, что в ней используется другой тип проволоки. Сварку MIG чаще всего называют «твердой проволокой». Хотя сварка с флюсовой проволокой не совсем «мягкая проволока», ее можно сломать вручную (большинство производителей не отрезают свою порошковую проволоку сварочными клещами). Он не сплошной на всем протяжении. Вместо этого трубчатая проволока содержит флюс внутри. Когда проволока горит во время сварки, горящий флюс также осаждается в сварочной ванне.
Он не сплошной на всем протяжении. Вместо этого трубчатая проволока содержит флюс внутри. Когда проволока горит во время сварки, горящий флюс также осаждается в сварочной ванне.
Материал из флюса поднимается к верхней части расплавленной сварочной ванны и создает своего рода временную «кожух» для защиты сварного шва во время его остывания. А так как флюс поднимается вверх, то при правильной сварке он не внедряется в сам сварной шов. Образовавшийся шлак, как его называют, затем можно отколоть шлаковым молотком или игольчатым пистолетом, оставив структурно прочный сварной шов.
Какие существуют типы дуговой сварки порошковой проволокой?
- Двойной экран
Также называется FCAW-G, буква «G» означает, что он должен использоваться с защитным газом. Лучшей полярностью для использования с двойным экраном является DCEP (положительный электрод постоянного тока). По сути, это означает, что около ⅔ тепла от дуги будет сосредоточено на плавлении электродной проволоки, а ⅓ тепла будет сосредоточено на заготовке. FCAW-G называется сваркой с двойным экраном, потому что он имеет два взаимодополняющих способа «экранирования» сварного шва во время сварки.
FCAW-G называется сваркой с двойным экраном, потому что он имеет два взаимодополняющих способа «экранирования» сварного шва во время сварки.
Флюс сгорает и образует защитный шлак. В то же время защитный газ, выходящий из газового диффузора сварочной горелки, помогает защитить сварной шов от внешних загрязнителей, таких как кислород. Но важно помнить, что при использовании Dual Shield FCAW существует два метода защиты сварного шва, но оба они необходимы, поскольку проволока предназначена для использования с защитным газом. Если у вас закончился газ в середине сварки, вы можете ожидать появления точечных отверстий и шлаковых включений в сварном шве! Двумя наиболее распространенными защитными газами, которые используются для Dual Shield, являются 100% углекислый газ или менее распространенный, смесь 75% углекислого газа и 25% аргона. Причина, по которой смесь менее распространена, заключается в том, что она дороже.
- Самоэкранированный (внутренний экран)
Innershield — это торговая марка Lincoln Electric для так называемого самозащитного FCAW (FCAW-S). Он использует DCEN (отрицательный электрод постоянного тока) в качестве полярности. Это означает, что около ⅔ тепла дуги концентрируется на изделии, а ⅓ тепла сжигает электрод. В отличие от двойного экрана, для проволоки с самозащитой FCAW не требуется защитный газ. Он предназначен для использования без защитного газа. Между этими двумя проводами это предпочтительный метод для тех, кто работает на открытом воздухе. Металлурги и люди, которые часто занимаются ремонтом мобильных сварочных аппаратов, обычно предпочитают самозащитные экраны.
Он использует DCEN (отрицательный электрод постоянного тока) в качестве полярности. Это означает, что около ⅔ тепла дуги концентрируется на изделии, а ⅓ тепла сжигает электрод. В отличие от двойного экрана, для проволоки с самозащитой FCAW не требуется защитный газ. Он предназначен для использования без защитного газа. Между этими двумя проводами это предпочтительный метод для тех, кто работает на открытом воздухе. Металлурги и люди, которые часто занимаются ремонтом мобильных сварочных аппаратов, обычно предпочитают самозащитные экраны.
- Другие переменные
Эти две приведенные проволоки представляют собой две самые большие категории сварочной проволоки с флюсовой сердцевиной. Наиболее распространенные проволоки FCAW предназначены для сварки низкоуглеродистой стали. Но другие имеют высокое содержание никеля и предназначены для сварки специальных сплавов. Все эти провода также бывают разных размеров. В производственных условиях выбор обычно зависит от WPS (спецификации процедуры сварки). Диаметр проволоки может влиять на скорость наплавки и, в зависимости от настроек машины, может создавать или нарушать правильный размер сварного шва.
Диаметр проволоки может влиять на скорость наплавки и, в зависимости от настроек машины, может создавать или нарушать правильный размер сварного шва.
Кредит: Suvorov_Alex, Shutterstock
Где он используется?
- Двойной экран
Сварка с двойным экраном чаще всего используется в производственных цехах, особенно в тех, которые имеют дело с конструкционной сталью. Поскольку он имеет такую высокую скорость наплавки и эффективное проплавление сварного шва, он почти полностью заменил сварку стержнем в производственных условиях. FCAW для изготовления — один из самых простых процессов для изучения. Большую часть сварки можно выполнять в горизонтальном или плоском положении. Когда необходимые сварные швы находятся не на своем месте, если заготовка не является массивной, ее можно повернуть, чтобы облегчить сварку в плоском или горизонтальном положении.
- Самоэкранированный
Innershield лучше всего подходит для сварки снаружи. Это делает его фаворитом для тех, кто подвергается воздействию погоды. Поскольку он предназначен для использования без защитного газа, его можно использовать при сильном ветре. Часто в строительных условиях, таких как возведение небоскреба или другого высокого офисного здания, самозащитная сварка используется в сочетании со сваркой электродом. Это связано с тем, что для самозащитной сварки используется больше оборудования. Если работа должна выполняться на высоте, хотя скорость наплавки намного ниже, часто проще бросить небольшой сварочный аппарат в ножничный подъемник. В определенных ситуациях переноска оборудования MIG может вызвать затруднения, поскольку это более сложная установка.
Это делает его фаворитом для тех, кто подвергается воздействию погоды. Поскольку он предназначен для использования без защитного газа, его можно использовать при сильном ветре. Часто в строительных условиях, таких как возведение небоскреба или другого высокого офисного здания, самозащитная сварка используется в сочетании со сваркой электродом. Это связано с тем, что для самозащитной сварки используется больше оборудования. Если работа должна выполняться на высоте, хотя скорость наплавки намного ниже, часто проще бросить небольшой сварочный аппарат в ножничный подъемник. В определенных ситуациях переноска оборудования MIG может вызвать затруднения, поскольку это более сложная установка.
- См. также: Насколько горяча сварочная дуга?
Преимущества дуговой сварки порошковой проволокой
- Эффективность
FCAW — один из самых эффективных процессов сварки. Его используют как производители, так и строители. Основная причина, по которой он так широко используется, заключается в его эффективности. Скорость наплавки может быть в 10 раз выше, чем при сварке стержнем. Поскольку присадочный металл стекает с механизма подачи проволоки, это также означает, что вам не придется делать много остановок и запусков. С SMAW 14-дюймовые стержневые электроды не дадут вам столько проходов, как FCAW.
Основная причина, по которой он так широко используется, заключается в его эффективности. Скорость наплавки может быть в 10 раз выше, чем при сварке стержнем. Поскольку присадочный металл стекает с механизма подачи проволоки, это также означает, что вам не придется делать много остановок и запусков. С SMAW 14-дюймовые стержневые электроды не дадут вам столько проходов, как FCAW.
- Объект
В зависимости от области применения это один из самых простых для изучения процессов сварки. Хотя ни один процесс сварки не является легким для изучения, инструкторы по сварке часто рекомендуют своим ученикам пройти сертификацию FCAW-G, поскольку это один из самых простых тестов, который открывает больше возможностей для трудоустройства. FCAW использует сварочный пистолет, который используется при стандартной сварке MIG. Дуга относительно стабильна благодаря постоянному току. Сварочным пистолетом легче управлять, чем 14-дюймовым электродом, свисающим из жала (палочный электрододержатель).
Недостатки дуговой сварки порошковой проволокой
- Особые условия окружающей среды
Несмотря на то, что FCAW можно использовать снаружи с самоэкранированием и в помещении с двойным экранированием, в некоторых случаях это правило не применяется. Углекислый газ или другой защитный газ можно сдуть даже при слабом ветре, дующем в цех или на рабочее место. Это можно исправить разными способами.
Несмотря на то, что Self-Shielded можно использовать на открытом воздухе, даже в ненастную погоду, он не защищает от воды. Небольшая влага возле зоны сварки не повредит, но и варить по луже воды тоже не рекомендуется.
- Дефекты
Итак, дефекты — это проблема всех сварочных процессов. Они происходят почти исключительно из-за ошибки пользователя. Но у дефектов дуговой сварки порошковой проволокой есть и обратная сторона. Если вы свариваете быстро, вы так же быстро делаете ошибки. Нет ничего хуже, чем проложить корневой шов наверху для сварки разделкой кромок, а потом обнаружить, что он полон пор из-за того, что у вас кончился газ. Это означает, что вам придется шлифовать или выдалбливать сварной шов угольной дугой и начинать заново. Не весело делать, если вы работаете над головой! Обычными дефектами FCAW являются подрезка (когда основной металл проникает, но не заполняется), шлаковые включения (карманы флюса, застрявшие в сварном шве), пористость (проколы на внешнем виде сварного шва) и несплавление.
Это означает, что вам придется шлифовать или выдалбливать сварной шов угольной дугой и начинать заново. Не весело делать, если вы работаете над головой! Обычными дефектами FCAW являются подрезка (когда основной металл проникает, но не заполняется), шлаковые включения (карманы флюса, застрявшие в сварном шве), пористость (проколы на внешнем виде сварного шва) и несплавление.
Фото: YAKISTUDIO, Shutterstock
Часто задаваемые вопросы (FAQ)
Можно ли сваривать порошковую проволоку на открытом воздухе?
Мы обсуждали, что самозащитная сварка FCAW является предпочтительным вариантом для сварки на открытом воздухе, поскольку она предназначена для воздействия погодных условий. Однако бывают ситуации, когда у вас либо нет надлежащей самозащитной проволоки, либо вы не сертифицированы для сварки самозащитной сваркой FCAW. Характеристики дуги Dual Shield также намного более плавные и предпочтительные. Итак, возникает вопрос: «Если ветер и легкий ветерок могут сдуть газ, как мне сварить Dual Shield на открытом воздухе?» Есть несколько вещей, которые вы можете сделать.
Во-первых, увеличить уровень защитного газа до более высокого CFH (кубических футов в час). Это даст вам больше газового покрытия для противодействия ветру. Во-вторых, используйте сварочные экраны, противопожарные одеяла, картон или любой другой барьер, который вы можете найти, чтобы имитировать сварку «в помещении» или на улице. Обратите внимание, что слишком высокая подача защитного газа на регуляторе, прикрепленном к газовому баллону, может со временем привести к деформации и повреждению регулятора.
Почему CO2 предпочтительнее в качестве защитного газа для FCAW?
Этому есть две причины. Во-первых, он дешевле, чем смесь 75/25 аргон-CO2. Сварка порошковой проволокой при использовании CO2 также приводит к большему проникновению в металл. Это может быть неприятно, особенно когда вам нужно очистить неровности, сделанные перед повторной сваркой. Некоторые студенты, которые обучались на смеси 75/25, приходят в грубое пробуждение, когда по этой причине им приходится сваривать со 100% углекислым газом. Хотя это может показаться недостатком, при правильной сварке он обеспечивает лучшее проникновение в шов.
Хотя это может показаться недостатком, при правильной сварке он обеспечивает лучшее проникновение в шов.
Подходит ли сварочный аппарат с порошковой проволокой для домашнего использования?
Все зависит от типа работы, которую вы будете выполнять. Сварные швы, которые производит FCAW, прочны, но не обязательно эстетичны. Если вам нужно отремонтировать прицеп, это может быть хорошим вариантом. Но это, вероятно, не лучший вариант для арт-проекта. Стандартная жесткая проволока MIG позволяет получить более чистые сварные швы, если вам нужно, чтобы она выглядела красиво.
Заключение
Ни один другой процесс сварки не является настолько универсальным, насколько продуктивным в различных климатических условиях. Он улучшил несколько различных отраслей благодаря своей эффективности, обучаемости и доступности. То, что началось как альтернатива сварке электродом почти 75 лет назад, покорило производство и строительство.
См. также: FCAW и GMAW: отличия и когда их использовать
- Можно ли сваривать порошковой проволокой на открытом воздухе?
- Почему CO2 предпочтительнее в качестве защитного газа для FCAW?
- Подходит ли сварочный аппарат с порошковой проволокой для домашнего использования?
10 Основные преимущества и недостатки дуговой сварки порошковой проволокой — PERFECT POWER — Сварочные аппараты, сварочная проволока, сварочное оборудование, аксессуары и приспособления дуга между сплошным трубчатым присадочным металлическим электродом и сварочной ванной.

Дуговая сварка с флюсовой проволокой (FCAW или FCA) представляет собой тип полуавтоматической или автоматической дуговой сварки. Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, несущий флюс, и источник постоянного напряжения или, что реже, источник сварочного тока постоянного тока.
Подход включает защитный газ, генерируемый потоком, заключенным внутри трубчатого электрода (торговое название — внутренний экран), с дополнительной защитой от внешнего газа или без нее.
Иногда используется внешний защитный газ, но чаще всего сам флюс создает необходимую защиту от атмосферы, образуя как газообразный, так и жидкий шлак для защиты сварного шва.
10 Основные преимущества и недостатки дуговой сварки порошковой проволокой
Сварка флюсом — это универсальный метод сварки, который также очень популярен и универсален. Я написал это руководство, подробно описав плюсы и минусы сварки с флюсовой проволокой. Это руководство также должно помочь вам решить, подходит ли вам сварка с флюсовой проволокой, с чего начать и чего ожидать при запуске.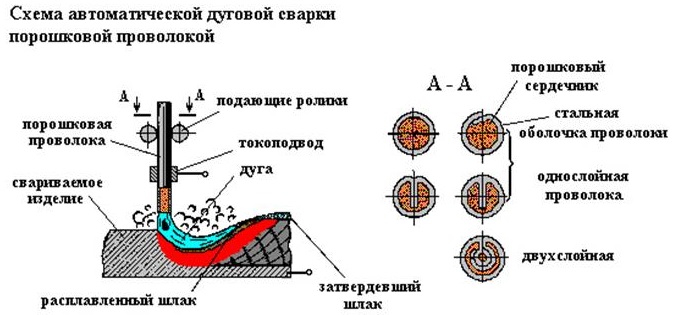 Итак, каковы плюсы и минусы сварки под флюсом?
Итак, каковы плюсы и минусы сварки под флюсом?
Несколько преимуществ сварки с флюсовой проволокой включают портативность, простоту использования, универсальность, возможность использования вне помещений, и способность проваривать ржавчину. Минусы сварки с флюсовой проволокой включают стоимость электродов, внешний вид сварного шва, брызги и шлаковые включения.
Подходит ли сварка с флюсовым сердечником?
Сварка с флюсовой сердцевиной, часто обозначаемая аббревиатурой FCAW, предполагает использование сварочной проволоки, которая во многих отношениях аналогична сварке металлическим инертным газом (MIG), за исключением того факта, что она включает в себя порошковую проволоку, которая обладает способностью устранить необходимость в защитном газе.
Что касается вопроса о том, хорош ли этот метод сварки, ответ положительный, при условии, что наплавленный валик накладывается в рекомендуемых условиях, обычно на более толстые металлы, как будет обсуждаться далее в этой статье.
Сварочный аппарат с флюсовой проволокой — лучший друг полевого работника, поскольку его легко перемещать с места на место. Они также просты и просты в эксплуатации по сравнению со сваркой электродами. Эти машины могут подключаться к стандартной электросети 120 В в вашем доме. Поскольку защитный газ не требуется, вы также можете использовать этот метод для сварки практически в любую погоду.
Как будет подробно описано ниже, этот сварочный аппарат также является одной из лучших систем для сварки оцинкованной стали. Это связано с тем, что сварка MIG известна тем, что практически невозможно сварить оцинкованную сталь из-за проблем с пористостью.
Одним из немногих недостатков этой технологии является трудоемкость очистки от шлака, являющегося побочным продуктом сварочного процесса. К счастью, есть способы смягчить эти жалобы, которые будут более подробно обсуждаться ниже.
Плюсы сварки с флюсом
Использование сварки с флюсом имеет несколько преимуществ по сравнению с другими типами сварки, такими как сварка MIG. Обучение сварке с флюсовой проволокой даст вам возможность сваривать различные материалы как в помещении, так и на открытом воздухе.
Обучение сварке с флюсовой проволокой даст вам возможность сваривать различные материалы как в помещении, так и на открытом воздухе.
Сварку с флюсовой сердцевиной можно легко выполнять на открытом воздухе
Защитный газ имеет первостепенное значение при сварке металлов в среде инертного газа (MIG) для защиты расплавленной сварочной ванны от кислорода, азота и водорода в атмосфере. Если сварочная ванна вступает в реакцию с этими элементами, она может разрушиться из-за пористости.
Другие причины, по которым вам необходимо использовать защитные газы при сварке, включают необходимость:
- Предотвращать чрезмерное разбрызгивание
- Сохранять стабильность дуги
- Контролировать проникновение сварного шва в основной металл
Для сварки MIG требуются защитные газы, порошковая проволока не требует использования защитных газов. : Механизм, лежащий в основе этой возможности, будет более подробно обсуждаться далее в этой статье.
В результате порошковая проволока популярна среди тех, кому часто приходится ремонтировать металлическое оборудование на открытом воздухе. Сварка флюсом популярна на строительных площадках, верфях и в фермерских хозяйствах.
Экономия затрат и энергии
Порошковая проволока будет стоить, по крайней мере, немного дороже, чем сплошная проволока того же размера. Вы можете убедиться в этом, сравнив цены на проволоку того же размера в Интернете.
Это не всегда очевидно, потому что необходимо учитывать гораздо больше факторов, чем требуется ли проводу защитный газ. Проволоки одного размера могут использоваться по-разному в зависимости от их химического состава. Есть провода из премиальных материалов, которые тоже будут стоить дороже.
Тем не менее, было высказано предположение, что вы можете сэкономить немало денег, перейдя на безгазовую порошковую проволоку, , если вы еще этого не сделали. Вы начнете действительно замечать экономию средств, как только начнете работать в полную силу.
В зависимости от применения проволока с флюсовым сердечником может наплавлять сварочный валик с более высокой скоростью перемещения и с повышенной скоростью наплавки.
Электрод с флюсовым сердечником способен наплавлять до 25 фунтов проволоки в час. Электрод MIG, наплавляющий 8 фунтов проволоки в час, когда он работает с максимальной эффективностью.
Это влияет на ваши эксплуатационные расходы, поскольку вам, возможно, придется потреблять больше энергии для наплавки фунта сплошной проволоки, чем при использовании проволоки с флюсовым сердечником. Экономия энергии, возможно, наиболее заметна при сварке на месте и при сварке на открытом воздухе.
Способность сваривать ржавые материалы
Вы обнаружите, что сварочные электроды с флюсовым сердечником гораздо менее требовательны, чем электроды из сплошной проволоки, когда дело доходит до сварки заржавевших или иным образом загрязненных металлов.
Газозащитные электроды обычно адекватно работают только с чистыми недрагоценными металлами. Наличие обширной ржавчины и фрезерования является своеобразным похоронным звоном для качества сварки. Это связано с тем, что газовая сварка через такие загрязнения может привести к избыточной пористости в валике сварного шва, увеличивая риск разрушения этого сварного шва.
Самозащитные флюсовые электроды, с другой стороны, могут эффективно проваривать ржавчину и при этом обеспечивать качественный сварной шов. Ржавая или покрытая окалиной поверхность не загрязняет сварной шов, потому что флюс, содержащийся в проволоке, более щадящий основной металл, чем сплошная проволока, используемая в сочетании с защитным газом.
Сварка с флюсовым сердечником Простота обучения
Сварка с флюсовым сердечником имеет репутацию легкого в освоении метода.
Сварке с флюсовой проволокой легче научиться, чем сварке электродом и сварке TIG. Уровень навыков, необходимый для освоения сварки с флюсовым сердечником, эквивалентен уровню сварки MIG.
Уровень навыков, необходимый для освоения сварки с флюсовым сердечником, эквивалентен уровню сварки MIG.
Сварочные аппараты для сварки с флюсовым сердечником и сварки MIG универсальны
Вы можете использовать один и тот же небольшой сварочный аппарат для сварки MIG и сварки с флюсовым сердечником. Аппарат может работать от электричества 115 В, которое вы можете получить из дома, и этот сварочный аппарат разнообразен по количеству целей, которые он может выполнять.
Сварка ядра потока может использоваться для сварки всех наиболее распространенных металлов:
- Углеродная сталь
- Нестандартная сталь
- Aluminum
9002 2 Aluminum
и фермы. Вам также не нужно беспокоиться о том, чтобы таскать коробку с электродами, так как сварочная горелка питается непрерывной петлей сварочной проволоки. Катушки различаются по размеру, причем самая крупная из трофеев достаточно велика, чтобы поместиться в бочке.
Мобильность
После того, как вы сбросите газовые баллоны, сварочные аппараты MIG можно легко перемещать из одного места в другое. Сварочные аппараты MIG обычно весят чуть менее 40 фунтов , если вы собираетесь использовать сварочные аппараты, предназначенные для домашних мастеров.
| Инверторный сварочный аппарат для безгазовой порошковой проволоки FC-120 Сваривает низкоуглеродистую сталь толщиной до 1/8 дюйма. Подключается к бытовой розетке 220 В, 20 А. Гарантия на детали и сборку один год. Простая установка даже для начинающих пользователей Компактный, портативный и легкий Проверить последнюю информацию |
После того, как вы соберете все свое оборудование, включая катушку с флюсовой проволокой, оно не будет весить намного больше этого . И без необходимости таскать с собой баллоны с газом , вы можете легко транспортировать машину для экстренного ремонта строительной или сельскохозяйственной техники.
Минусы сварки с флюсовым сердечником
Сварка с флюсовым сердечником имеет некоторые недостатки. Во-первых, сам электрод дороже, чем электрод из сплошной проволоки. Вы также обнаружите, что он производит больше шлака в зоне сварки, чем большинство других электродов.
- Общий ремонт
- Трубопроводы
- Судостроение
- Производство
- Сварка под водой
Общий ремонт
Проволока для сварки с флюсовым сердечником обеспечивает большее проникновение в основные металлы по сравнению с другими методами сварки. Это также позволяет увеличить скорость осаждения.
Сварка FCAW, будь то самозащитная или газозащитная, действительно лучше всего подходит для сварки толстых материалов толщиной не менее 20 калибров. Примеры таких материалов включают нержавеющую сталь, углеродистую сталь, низколегированные стали, чугун и сплавы с высоким содержанием никеля.
Какая универсальная сварочная проволока с флюсовым сердечником является лучшей?
Одной из самых популярных сварочных проволок с флюсовым сердечником является E71T-GS. Это самозащитная проволока с флюсовым сердечником, которую можно использовать во всех положениях. Он обычно используется при ремонте кузовов автомобилей, сельскохозяйственной техники, резервуаров и ненесущих рам.
Это самозащитная проволока с флюсовым сердечником, которую можно использовать во всех положениях. Он обычно используется при ремонте кузовов автомобилей, сельскохозяйственной техники, резервуаров и ненесущих рам.
Эта проволока подходит для сварки:
- Тонких углеродистых и углеродисто-марганцевых сталей
- Оцинкованных сталей
- Ремонт в полевых условиях
- Сварка внахлестку и угловых швов тонких материалов
E71T-GS образует небольшое количество брызг, а шлак легко удаляется со свариваемой детали. Специально разработан для текущего ремонта из-за низкого проникновения дуги в основной металл. Самозащитные свойства делают ее идеальной сварочной проволокой для ремонта строительной и сельскохозяйственной техники в полевых условиях.
Эта сварочная проволока также является фаворитом среди сварщиков в домашних мастерских , потому что он прекрасно справляется со сварочными аппаратами на 110 В, которые так часто являются центральными элементами сварочных операций, выполняемых своими руками.
A Проволока с флюсовым сердечником хорошо подходит для нержавеющей стали
Сварка MIG – это метод сварки , который обычно используется для сварки нержавеющей стали. Проволока серии ER 308L чаще всего используется для сварки большинства нержавеющих сталей. Высококачественные нержавеющие стали свариваются сварочной проволокой серии ER 316L, а серия ER 309L используется для сварки нержавеющей стали с другими стальными деталями.
Как правило, проволока для сварки MIG в среде защитного газа используется для сварки деталей из нержавеющей стали со смесями аргона и двуокиси углерода, используемыми в защитном газе. Вы также можете найти самозащитную порошковую проволоку для сварки деталей из нержавеющей стали.
Порошковая проволока Blue Demon 308LFC-O дает сварщикам возможность сваривать детали из нержавеющей стали без использования защитного газа. Может использоваться в плоском и горизонтальном положениях сварки и совместим с DC+ (постоянный ток положительный).
Может использоваться для сварки нержавеющей стали серии 300 до нержавеющей стали 308L. Нержавеющие стали серии 300 обычно используются в автомобильной и строительной промышленности. Порошковая проволока 308LFC-O также может использоваться для сварки нержавеющей стали серии 430.
Порошковая проволока может использоваться для сварки оцинкованной стали
Порошковая проволока может использоваться для сварки деталей из оцинкованной стали, в то время как обычная сплошная проволока MIG не может этого делать. Ингредиенты проволоки с флюсовым сердечником позволяют успешно сваривать оцинкованную сталь.
Если вы планируете сварку оцинкованной стали, обратите особое внимание на выбор конкретной проволоки с флюсовым сердечником. Некоторые типы проволоки с флюсовой сердцевиной специально разработаны для совместимости с оцинкованной сталью.
Порошковая проволока E71T-11 рекомендуется для сварки деталей из оцинкованной стали. Он также хорошо работает с тонколистовой мягкой сталью.
Сварка MIG лучше, чем сварка под флюсом?
Сварка под флюсом намного удобнее, чем сварка MIG, поскольку вам не нужно использовать защитный газ для поддержания стабильности сварного шва. Сварка под флюсом, безусловно, является предпочтительным методом сварки на открытом воздухе. Существуют обстоятельства, при которых сварка MIG является более подходящим методом.
Один метод не обязательно лучше другого, но существуют обстоятельства, при которых сварка MIG сплошной проволокой может оказаться более подходящей, чем сварка с флюсовым сердечником.
Обстоятельства, при которых можно использовать сварку MIG:
- Если металл, который вы свариваете, имеет толщину менее 3/16 дюйма
- Если для вас важно получить чистый шов
- Вы хотите нанести наплавленный валик, который можно будет легко закрасить, не удаляя лишний шлак
Практически невозможно использовать проволоку для сварки MIG для сварки оцинкованной стали.
Вы обнаружите, что порошковая проволока значительно эффективнее при сварке оцинкованной стали. Почти каждый кусок металла, предназначенный для хранения на открытом воздухе, в том числе сетчатый забор, оцинкован.
Проволока с флюсовым сердечником позволяет успешно сваривать оцинкованные детали благодаря химическому составу флюса. Поглотители и флюсы улучшают качество сварного шва. Они помогают предотвратить проблемы с пористостью и растрескиванием, которые наблюдаются при сварке куска оцинкованного металла с использованием проволоки MIG.
Лучше ли сварка TIG, чем сварка под флюсом?
TIG расшифровывается как Tungsten Inert Gas, сварочный процесс, который официально называется газовой вольфрамовой дуговой сваркой (GTAW). Вольфрамовый электрод, используемый в процессе, является неплавящимся электродом.
Подобно сварке MIG, это метод сварки, требующий использования защитного газа , чтобы предотвратить ухудшение состояния сварочной ванны из-за проблем с пористостью. Аргон — это инертный газ, который часто используется при сварке TIG.
Аргон — это инертный газ, который часто используется при сварке TIG.
Тот факт, что вольфрамовый электрод является неплавящимся, позволяет сварщику соединять металлические детали без использования присадочного металла, даже несмотря на то, что присадочные металлы все равно часто используются. Сварка ВИГ может использоваться для сварки металлов с металлом и обеспечивает более чистую зону сварки.
Одно предостережение относительно сварки TIG заключается в том, что она требует более совершенных навыков сварки , чем MIG и сварка под флюсом. Вы должны позаботиться о том, чтобы не перегреть сварной шов, так как это может привести к трещинам напряжения и другим подобным недостаткам в готовом сварном шве.
Сварка ВИГ также не очень эффективна при сварке более толстых металлических деталей. Если вы свариваете деталь толщиной примерно 3/16 дюйма или больше, то лучше всего подойдет сварка под флюсом. Сварка TIG была изобретена для сварки тонких металлов в аэрокосмической промышленности.