Содержание
Центр вращающийся токарный|Торцевые захваты, поводковые патроны
OSNASTIK
Южная Корея / Индия
Центра вращающиеся и упорные
- Вращающиеся задние центры
- Вращающиеся центры для труб
- Вращающиеся задние центры со сменными наконечниками
- Упорные центры, упорные центры для труб
WIDIN
Южная Корея
Токарные центры WIDIN
- Вращающиеся центры для токарных станков.
 Тип LC-NC
Тип LC-NC - Вращающиеся центры для токарных станков. Тип LC-NCP
- Вращающиеся центры для тяжелой обработки. LC-NK NKD
- Вращающиеся центры для шлифовальной обработки. Тип LC-SMP
- Вращающиеся центры для высокоскоростной обработки. Тип LC-D50
- Вращающиеся центры с уплотнениями. Тип LC-HD
- Вращающиеся конуса. Тип LC-PT
- Упорные центры. Тип LM и LM-H
- Вращающиеся центры для токарных станков.
 Тип LC-HD
Тип LC-HDЦентр вращающийся токарный
Токарные центра вращающиеся (упорные центра) используются в токарных станках. Вращающиеся центра служат для уменьшения радиального биения путём закрепления заготовок. Для закрепления вращающийся центр подводится к незакреплённой стороне заготовки и прижимает её. Таким образом, заготовка оказывается закреплена с обеих сторон: с одной стороны зажимным патроном, с другой стороны — токарным центром.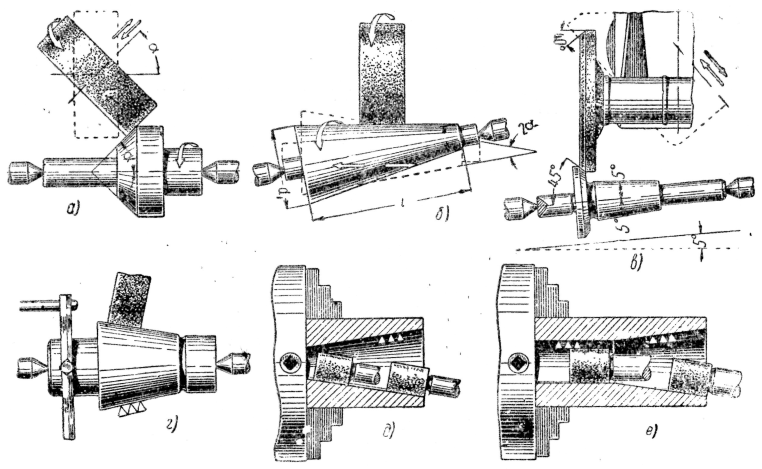 Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака.
Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака.
Представленные в данном разделе вращающиеся центра для токарного станка отличаются различными возможностями и преимуществами:
По конструкции наконечника:
- Вращающийся наконечник — используется при не вращающейся задней бабке станка для снижения трения между заготовкой и наконечником центра.
- Не вращающийся наконечник — обладает более низкой стоимостью и увеличенной износостойкостью, так как является цельнометаллическим.
По креплению наконечника:
- Съёмный наконечник — позволяет сменять наконечники вращающегося центра вручную или автоматически (на станках с ЧПУ), что увеличивает универсальность применения центра, а также увеличивает срок службы.
- Несъёмный наконечник — обладает более низкой стоимостью.
По виду заготовки:
- Цельнометаллическая заготовка — центра со стандартными наконечниками.
- Полые заготовки, трубы и пр. — т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
 — т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
— т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.Принцип работы токарного станка
Весь механизм станка укреплен на станине, сделанной из двух стальных брусьев или из профильных чугунных либо алюминиевых балок. С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба.
- Виды работ на токарном станке для начинающих
- Токарно-винторезный станок. Назначение, принцип действия.
- Токарные автоматы и полуавтоматы: принцип действия
- Вертикально-сверлильный станок: принцип действия
- Назначение токарных мини-станков
- Конструкция токарных мини-станков по металлу
- Принцип работы настольных станков
- Настольные комбинированные станки
- Мини-токарный станок по дереву
С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.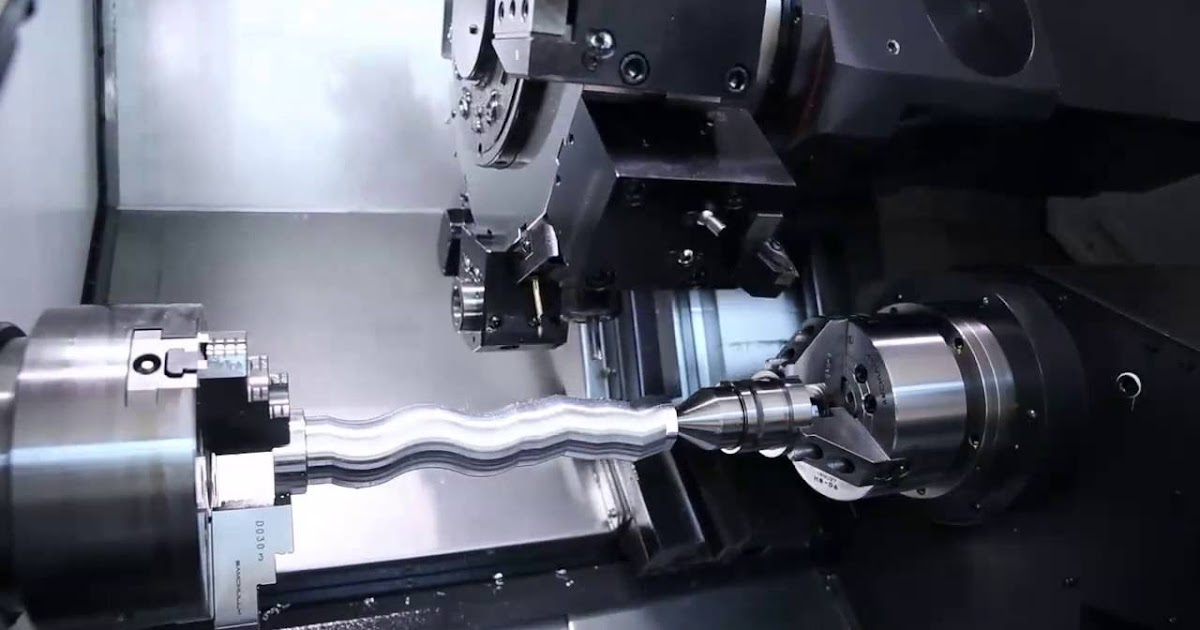 Поворачивающийся во все стороны подручник, располагающийся как можно ближе к заготовке, поддерживает и направляет резец.
Поворачивающийся во все стороны подручник, располагающийся как можно ближе к заготовке, поддерживает и направляет резец.
На станках с ручной регулировкой скорость (частота) вращения может переключаться (от 450 до 2 000 об./мин) рычагом коробки передач, в которой расположены шкивы с подшипниками. В более сложных моделях станков коробка передач заменена электронным вариатором, позволяющим плавно регулировать скорость на ходу.
Виды работ на токарном станке для начинающих
В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки. В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок. Второй способ предусматривает установку исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
1. Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Как правильно зажать деталь
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.
- С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
- Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
- Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею деталь так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки — изделие должно держаться само.
- Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
 Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Подведите подручник как можно ближе. Поворачивая ее рукой, убедитесь, что заготовка свободно вращается и ни за что не задевает. Опорная плоскость подручника должна располагаться примерно на 5 мм ниже оси вращения.
Как работать
Следующий состоит в том, чтобы сделать брусок дерева цилиндрическим. Это осуществляется на скорости 1 000-1 500 об./мин. При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки — рейера. Если кусок дерева длинный, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
Для вытачивания деталей существуют инструменты разной формы: желобчатая стамеска для обработки фасонной поверхности, плоская стамеска, крючок, полукруглый резец, скошенная стамеска (косяк) и др.
В зависимости от типа используемого инструмента и стадии работы, следует периодически приближать подручник к заготовке.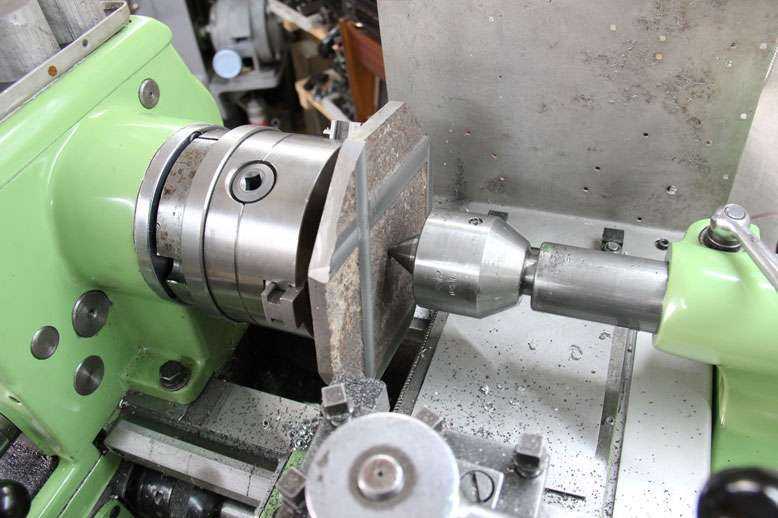 После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.
После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.
2. Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.
Токарно-винторезный станок. Назначение, принцип действия.
Токарно-винторезные станки являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и серийного производства.
Конструктивная компоновка станков практически однотипна.
Токарно-винторезные станки — это наиболее распространенная категория токарного металлообрабатывающего оборудования.
Это оборудования предназначены для выполнения разнообразных работ.
На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические, конические отверстия, обрабатывать торцовые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия, производить отрезку, подрезку и другие операции.
Для нарезания резьбы метчиком и плашкой необходимо только главное движение, так как подача инструмента осуществляется самозатягиванием.
Токарные автоматы и полуавтоматы: принцип действия
Токарные автоматы и полуавтоматы используются для обработки заготовок сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Обработка деталей на этих станках производится несколькими инструментами, которые устанавливают на суппортах и в специальных приспособлениях (сверлильных, резьбонарезных и др. )
)
Высокая производительность токарных автоматов и полуавтоматов достигается благодаря полной автоматизации рабочих и холостых ходов и их частичного совмещения. При этом один рабочий обслуживает несколько автоматов или полуавтоматов. Однако переналадка автоматов и полуавтоматов при переходе на обработку новой заготовки связана со значительными затратами времени, что экономически оправдано только в массовом, крупносерийном и иногда в серийном производствах.
Токарные автоматы и полуавтоматы выпускают с горизонтальной и вертикальной осью вращения шпинделя. Последние имеют преимущества по сравнению с горизонтальными: занимают меньшую площадь; обеспечивают более высокую точность обработки благодаря тому, что силы тяжести не влияют на поперечные деформации шпинделя; лучше обеспечивается защита направляющих от стружки и ее отвод. На горизонтальных токарных автоматах обрабатывают преимущественно заготовки пруткового и трубчатого типа, хотя не исключена обработка и штучных заготовок.
По способу обработки токарные автоматы и полуавтоматы делят на фасонно-отрезные, продольного точения, токарно-револьверные, многорезцовые и копировальные.
Вертикально-сверлильный станок: принцип действия
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка — наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
Станина имеет вертикальные направляющие, по которым перемещается стол и сверлильная головка J, несущая шпиндель и электродвигатель. Заготовку или приспособление устанавливают на столе станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками , ручная подача — штурвалом . Глубину обработки контролируют по лимбу . Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф . Фундаментная плита служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Внутренние полости фундаментной плиты в отдельных конструкциях станков служат резервуаром для СОЖ.
Стол 9 можно перемещать по вертикальным направляющим вручную с помощью ходового винта, вращая рукоятку. В некоторых моделях стол бывает неподвижным (съемным) или поворотным (откидным). Охлаждающая жидкость подается электронасосом по шлангу. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы — вручную.
Сверлильная головка представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка скоростей содержит двух- и трех-венцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток шпиндель получает различные угловые скорости.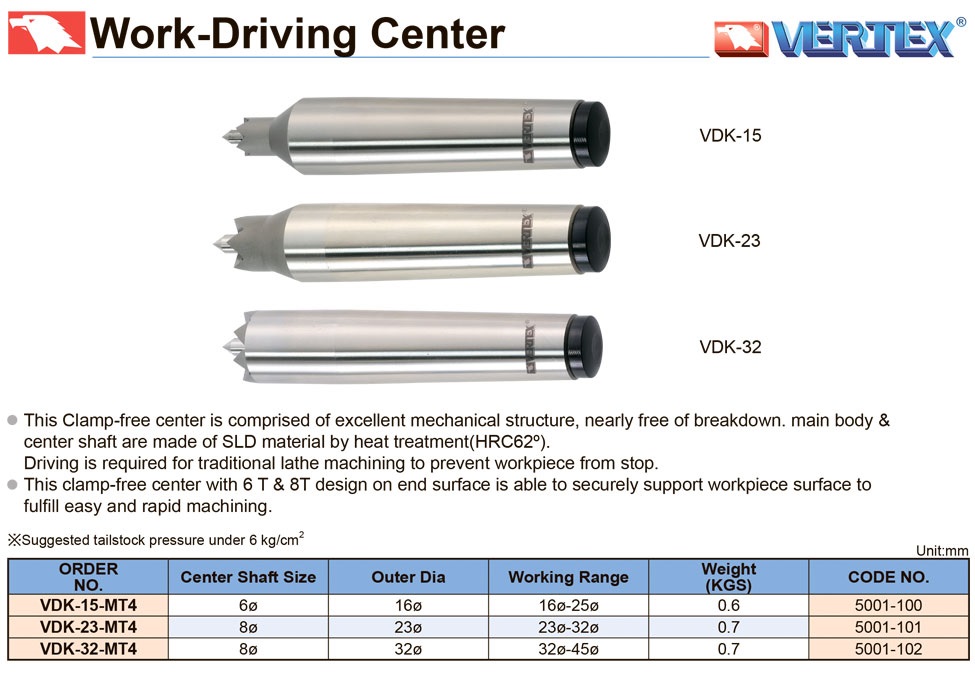 Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем.
Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем.
Назначение токарных мини-станков
По сути, мини-станок — это уменьшенная копия более крупного заводского оборудования.
Она подходит для работы с относительно небольшими заготовками, в основном с телами вращения: к таким относятся детали в виде сфер, цилиндров, конусов и так далее. Можно с помощью такого станка и сверлить, вытачивать канавки, нарезать резьбу, подрезать торцы и многое другое. Подойдёт он и для выравнивания поверхности. Его удобно использовать при разнообразных видах работы, а качество зависит лишь от конкретной фирмы и модели.
Приобретя настольный токарный станок, установите его на специальной подставке или просто поставьте на рабочий стол. Однако он может сдвигаться и качаться при выполнении работы, поэтому для устойчивости рекомендуем прикрепить его к поверхности. Это необязательно делать, если у вас есть специальный поддон или рабочие детали небольшие.
Основная масса таких аппаратов используется мастерами в быту, в небольших автомастерских, а также для обучения школьников и студентов токарному делу — в школьных кабинетах труда или в цехах институтов технической направленности. Они славятся высокой функциональностью, при этом не занимая много места и не требуя особенного дополнительного оборудования. Для работы с большими объёмами деталей и в промышленном производстве они, как правило, не подходят.
Тем не менее и на крупных предприятиях возникает необходимость изготовления миниатюрных изделий — например, при производстве часовых механизмов. В таких случаях используются особо точные модели для серийного и мелкосерийного производства.
Конструкция токарных мини-станков по металлу
Его главный элемент — это станина, к которой крепятся все остальные части. Она является основой всех узлов и имеет отверстия для крепления к столу. Обычно изготовлена из чугуна.
Следующий элемент — это суппорт, в который укрепляется сверло, резец или другой обрабатывающий инструмент.
Он же отвечает за перемещение сверла в нужном направлении, не отклоняясь от курса. Он передвигается при помощи вала хода и устройств передачи.
Деталь фиксируется на шпинделе — ещё одной части станка, выполненной в форме цилиндра. Именно от его параметров зависит качество работы всего устройства. Он питается энергией от электродвигателя.
На задней стойке есть специальный центр, удерживающий длинные детали во время их точения. Стойка приводится в движение специальным рычагом и фиксируется после установки необходимой позиции. Впрочем, такая тонкая регуляция есть не на всех аппаратах.
Привод у станка чаще всего бывает ременным — это наиболее удобный вариант, так как он более надёжен в случаях, когда заготовку заклинивает и механизм останавливается.
Самые маленькие станки имеют только одно место для резца в держателе, поэтому каждый раз перед сменой операции придётся вставлять его заново и регулировать высоту. Есть и возможность надстройки мини-станка — вы можете купить специальный держатель с поворотом.
Принцип работы настольных станков
Мини-токарные станки работают по тому же принципу, что и большое промышленное оборудование.
Принцип работы станка несложен. Если нужно обработать достаточно длинную деталь, ее закрепляют в патроне шпинделя, на задней бабке устанавливают сверлильный патрон со сверлом, выполняют в торце детали центровочное отверстие.
Потом патрон меняют на вращающийся центр, которым поджимают заготовку со свободного торца.
В резцедержателе закрепляют и выставляют по высоте нужный резец. Суппорт приводится в движение либо с помощью рукояток подачи, либо автоматически, в зависимости от модели станка и выбранного режима обработки.
Коробка передач позволяет менять скорость вращения и режимы работы.
Закрепленная в патроне шпинделя деталь вращается вокруг горизонтальной оси, а резец снимает стружку на заданную глубину.
Для обработки металлических деталей резец изготавливается из твердосплавных материалов.
Настольные комбинированные станки
Если настольные компактные станки становятся незаменимыми для малогабаритной или передвижной мастерской, то что уж говорить о комбинированных устройствах.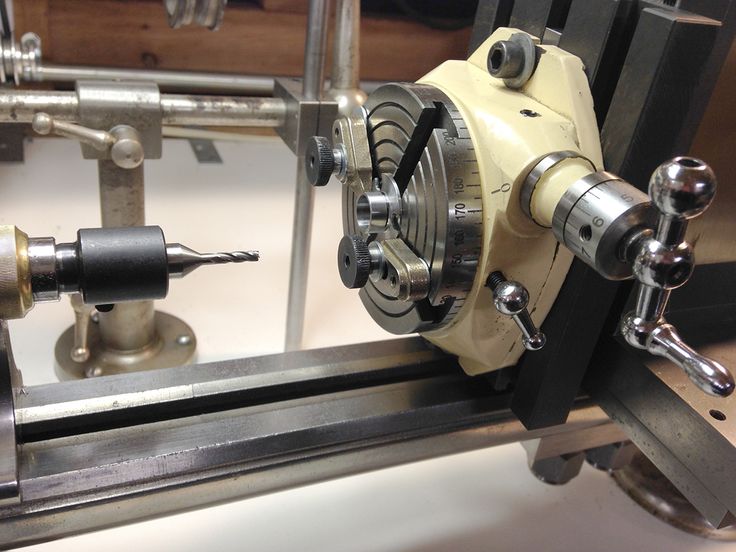
Мини-токарно-фрезерный станок, мало того что не требует большой площади для установки, он и стоит дешевле, чем два станка по отдельности.
На место резцедержателя устанавливаются тиски фрезерной части или же фрезеруется деталь, установленная в центрах.
На комбинированном станке выполняются токарные операции по резанию, проточке, сверлению, накатке, зенкованию и фрезерные по вырезанию канавок и пазов, получению профильных поверхностей, торцеванию.
Мини-токарный станок по дереву
В деревообработке разделение оборудования на промышленное и бытовое значительно более условно, чем в металлообработке.
На маленьких настольных токарных станках обрабатывается абсолютное большинство деталей цилиндрической формы даже на крупных предприятиях по производству мебели.
Устройство токарных станков по металлу и дереву практически одинаково с теми же передней и задней бабками на станине, электродвигателем и ременной передачей. В деревообработке значительно многообразнее инструменты и приспособления для разных видов обработки дерева, включая фасонную обработку и художественную резьбу. Поэтому и больше набор патронов и планшайб для установки их на станке. Существует даже специальное приспособление в виде насадки на шпиндель с эксцентриком и ползунами для точения овалов.
Поэтому и больше набор патронов и планшайб для установки их на станке. Существует даже специальное приспособление в виде насадки на шпиндель с эксцентриком и ползунами для точения овалов.
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 3 чел.
Средний рейтинг: 2.3 из 5.
Обработка с ЧПУ | Водители центра!!! | Практик-механик
Солнечная71
Титан
#1
Привет всем…
Мы ищем «центральный драйвер»
Выглядит прикольно. ..
..
Это центр, с 3 металлическими хвостовиками вокруг него… У каждого хвостовика есть головка, это выглядит как плоская отвертка…
Это сделано для того, чтобы вы могли что-то обрабатывать на токарном станке между центрами…
Вы используете центральный привод со стороны патрона, а затем вы используете центр задней бабки на заднем конце…
Делает у кого-нибудь есть опыт использования этого?
PS: у нас есть некоторые детали, которые требуют, чтобы мы обрабатывали их до середины… затем переворачивали их для второй операции…
Если бы мы могли обрабатывать эти детали правым и левым инструментом одновременно op… Это было бы действительно ОГРОМНОЙ экономией времени…
Не говоря уже о том, что это была бы лучшая роль!!!
Спасибо
Хайнц Р. Путц
Нержавеющая сталь
#2
Центральные отвертки: Работают нормально, когда задняя бабка движется вперед, она вдавливает острые края отвертки в материал детали. Вы можете получить довольно хороший разрез, но, как правило, не очень тяжелое удаление металла. Вы должны быть в состоянии сделать деталь полностью за один установ.
Хайнц.
[электронная почта защищена] веб-страница
физик
Чугун
#3
Работают ОТЛИЧНО!
Создает большую нагрузку на подшипники шпинделя и задней бабки, но это единственный способ вывернуть всю длину до упора.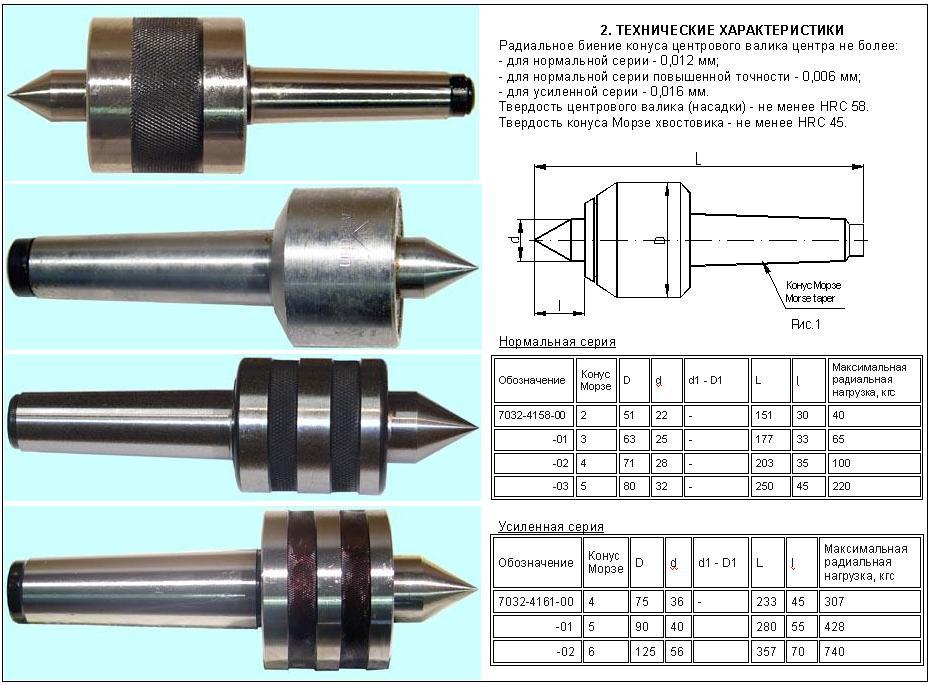
Мы делаем МНОЖЕСТВО тонких деталей, которые требуют напрессовки между вращающимся центром и патроном. Без «драйвера» вам нужно быть осторожным, чтобы не снимать много за раз … деталь будет вращаться.
С центральным приводом это не проблема… при условии, что вам не придется беспокоиться о шрамах на концах деталей.
Trick:
Для очень тонких материалов, которые не могут иметь центрирующее сверло?
Токарный патрон ИЛИ….5-C с обрабатываемой втулкой того же диаметра, что и деталь со стороны шпинделя…
Поместите деталь против него (вы можете даже сделать регулировочную бабку!) и обрабатываемый бисквит (при необходимости) со стороны задней бабки.
На конце приводного центра поместите втулку, просверленную по центру, между центром и деталью. Извините, не могу нарисовать здесь…
Затяните центрирующую втулку на детали и отверните! Бисквит и картошка поддерживают деталь, и вам есть что измерять.
Мне часто нужна короткая круглая деталь нестандартного диаметра для зажима, чтобы я мог поворачивать кулачки моего патрона с ЧПУ, а прижимное покрытие делает это быстро и легко.
Солнечная71
Титан
#4
Так вы говорите, что это хорошо?
Единственное, о чем я беспокоюсь, это…
Как только я вдавлю заднюю бабку в заднюю часть детали… тогда я начну обработку…
Что происходит после первого сильного удара?
Что происходит, когда маленькие острые отвертки вдавливаются в деталь? что происходит с моей «Z»???
Не будет ли деталь немного двигаться по оси «Z»?
Потому что я не могу иметь НИЧЕГО из этого!!!
PS: не лучше ли перед обработкой ударить по детали резиновым молотком, чтобы шпиндель сидел глубже в детали? Чтобы он не сдвинулся с места после первого сильного удара?
спасибо
Хруст CPT
Чугун
#5
Вот хорошая статья о них от Modern Machine Shop:
торцевые драйверы
морейн
Нержавеющая сталь
#6
Solar,
В прошлом я часто использовал лицевые драйверы.
Они прекрасно работают, но вы должны следовать некоторым правилам, иначе вы будете крутить детали, ломать штифты или что похуже.
Вы должны приложить достаточную силу задней бабки, чтобы деталь не вращалась. Тяга не то же самое, что PSI.
Всегда приводите в движение больший конец вала, если можете. Валы с маленьким ведомым концом и большим диаметром в середине работают не так хорошо.
Валы с маленьким ведомым концом и большим диаметром в середине работают не так хорошо.
Первый пропил должен быть направлен к передней бабке, чтобы установить штифты. У вас будет гораздо больше проблем с Z при изменении длины ложи, чем при изменении проникновения штифта. Если торцовый и центрированный припуск сильно различаются, будьте готовы обнулить каждую часть (нехорошо).
Не отходите от передней бабки больше, чем это необходимо. Снижайте скорость подачи и/или глубину резания при черновой обработке, если только вы не рассчитали, что у вас достаточно усилия задней бабки, чтобы толкнуть ее. На черновую обработку уходит примерно в два раза больше усилия задней бабки, чем на черновую.
Это подводит меня к следующему: вы должны тщательно рассчитать минимальное усилие, необходимое для каждой операции, исходя из диаметра привода, диаметра токарной обработки, глубины резания, скорости подачи и направления резания. Слишком маленькая тяга, и вы будете крутить детали. Слишком много, и вы быстрее изнашиваете шпиндель и центральные подшипники, что может привести к проблемам с деталью.
Перейдите сюда и внимательно прочитайте.
http://www.riten.com/products/face_drivers/default.asp
Солнечная71
Титан
#7
Спасибо вам, ребята…
Прочтите обе ссылки…
Похоже, что-то, что потенциально может быть очень полезным для нас…
морейн
Нержавеющая сталь
#8
Вот несколько хороших брошюр. Я не видел их на сайте Riten.
http://mrainey.freeservers.com/Miscellaneous/FaceDriverInfo.zip
Пи
Нержавеющая сталь
#9
почему бы просто не сделать один? довольно простые вещи.
Солнечная71
Титан
#10
ты сделал свой собственный пи?
Джефф
Горячекатаный
#11
Я с пи здесь… думаю. Использовали лицевые драйверы с разными результатами. Много факторов вовлечено, как утверждали другие. Шток от 35 до 45rc позволяет ОЧЕНЬ мало проникать в драйверы… не очень хорошо. Мы пошли другим путем.
Может ли ваш клиент допустить неглубокое, плоское дно, смещенное от центра отверстие на одном конце детали? ЕСЛИ так, вы можете увидеть, что вам нужно.
Солнечная71
Титан
#12
понятно…
неглубокое смещенное от центра отверстие для небольшого диска «PIN» ???
, если это то, к чему вы клоните…
Ну, да и нет…
Многие детали, которые мы производим, предназначены для насосов «FOOD GRADE»
…
Мы продаем много винным компаниям …
Производители продуктов питания, производители йогуртов…
Производители кормов для кошек/собак, заводы по переработке курицы/говядины/рыбы и т.д….
Заводы/компании по очистке нефти и сточных вод будут в порядке с небольшим отверстием. .. Но не пищевые люди…
Но я понимаю, к чему ты клонишь…
PS : мы редко обрабатываем что-либо выше 32 RC…
Обычно мы начинаем с более мягких материалов, затем термообрабатываем примерно до 58-60 RC… но в этот момент нам больше не нужно обрабатывать…
Джефф
Горячекатаный
№13
Отверстие по центру и следы от забойного инструмента подходят для пищевых продуктов?
Солнечная71
Титан
№14
Зависит от модели насоса…
Некоторые детали насоса для пищевых продуктов, которые мы производим, имеют резиновое уплотнительное кольцо/уплотнение, поэтому на части не может быть острых краев до определенного момента… на концах в порядке, но середина детали должна быть гладкой…
Но я думаю, это было бы нормально… Да, я не подумал об этом… Пока отверстие для штифта на концах, все должно быть в порядке.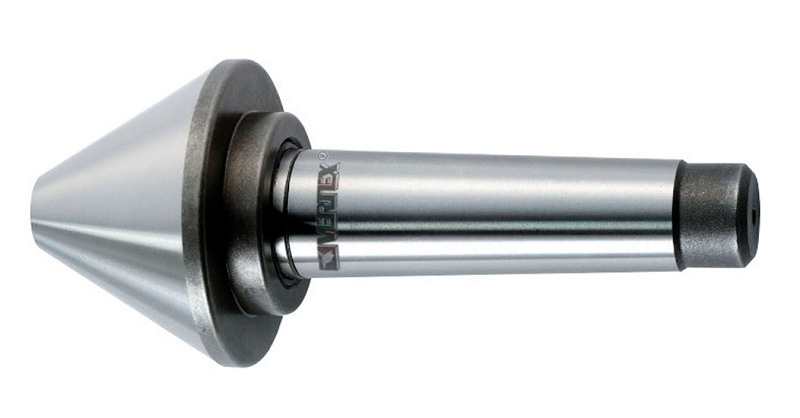 ..
..
Но есть одна линия насоса части, которые НЕ МОГУТ иметь центр… или что-то острое в любом месте…
Но эти части, мы оставляем дополнительно 0,500 на каждом конце детали… просверливаем центр…
Как только мы готово, мы отрезаем .500 , который удаляет центр… Затем мы должны отполировать конец вокруг… НЕ ПРОСТО…
Но таких насосов всего около 30% от тех, которые мы производим..
Таким образом, приводной штифт подойдет для многих деталей…
[электронная почта защищена]
Нержавеющая сталь
№15
Время от времени я использую в своем токарном станке оправку Rohm. Я бы НИКОГДА не оторвался от патрона с ним. Не стоит рисковать тем, что деталь перестанет вращаться, в то время как ваш черновик пытается в этот момент проделать канавку в вашей невращающейся части.
Я бы НИКОГДА не оторвался от патрона с ним. Не стоит рисковать тем, что деталь перестанет вращаться, в то время как ваш черновик пытается в этот момент проделать канавку в вашей невращающейся части.
Ром делает центр для измерения давления, что было бы удобно, но у меня его нет.
Если ваши размеры «Z» имеют решающее значение, вам придется запустить несколько деталей, чтобы определить, насколько далеко зацепятся ваши приводные кулачки, что будет меняться в зависимости от давления задней бабки и материала.
Установка смещенного штифта в конце детали заставляет вас выполнять работу на другом станке. Еще одна отдельная операция. Время, потраченное на сверление отверстия со смещением, может не стоить того. Я много шлифую детали, и я сталкиваюсь с вождением детали, но в состоянии обработать деталь от начала до конца. Каждая часть уникальна, и для большинства частей есть эффективные решения.
Джон Стивенсон
Нержавеющая сталь
№16
Год назад компания Myford изготовила Giromat для своего копировального станка.
Что было уникальным в нем, так это то, что приводной конец представлял собой круглое кольцо с зубьями по всей его окружности, как зубья храповика, чтобы обеспечить больший контакт с работой.
Я говорю уникальный, потому что в прошлом году, когда мы расчищали мастерскую их старого менеджера по развитию, который недавно умер, мы нашли оригинальные патентные документы на это.
Этот работал с 4 шариками в канавках, которые поднимались вверх при приложении давления.
Джон С.
Солнечная71
Титан
# 17
эта штука выглядит очень круто…
молоток74000
Нержавеющая сталь
# 18
По нескольким причинам они мне не нравятся.
1) На подшипники станка воздействуют силы, которые на самом деле должны восприниматься патроном или собачкой.
2) На твердых материалах (таких как металл, в отличие от мягких материалов, таких как пластик или дерево) иногда бывает трудно получить хороший прикус.
3) Сила, которая вдавливает зубья в ложу, также отталкивает ее от центра.
4) При повороте между центрами я могу лучше удерживать деталь с помощью собачки (поскольку я действительно могу затянуть болт собачки). Если на детали уже есть элемент (например, вышеупомянутое отверстие для штифта или плоская поверхность), или если есть дополнительный запас, в который я могу добавить такой элемент, я могу получить положительный драйв с собакой (в зависимости от элемента, однако для этого может потребоваться модифицированный болт для собачки).
‘Конечно, YMMV…
Конрад
Чугун
# 19
Первый использовал мой ученик в Швейцарии более 35 лет назад, работая на копировальных станках Oehrlikon, обрабатывая поковки. Теперь я построил один и использую его время от времени.
Теперь я построил один и использую его время от времени.
Они отлично работают!… но если вы не следите за вещами, как сказано выше, вы можете быстро их рунировать!
Конрад
Солнечная71
Титан
#20
ну, мне есть над чем подумать…
большинству они нравятся… кроме молотка…
, но он делает несколько хороших замечаний… особенно силы резания, толкающие ложу в центральный поводок, но оттягивающие ее от центра задней бабки…
хммм
VEVOR Мини-токарный станок по металлу, автоматическая обработка резьбы, токарный станок с двигателем с прямым приводом мощностью 1,75 кВт, бесступенчатая регулировка скорости, прецизионный токарный станок с зажимными кулачками Центр для обработки металлов, сертифицирован CE
8,7 x 25,6-дюймовый токарный станок по металлу
Бесщеточный двигатель & Бесконечная скорость и Аварийная остановка
Прецизионный настольный мини-токарный станок оснащен двигателем мощностью 1,25 кВт, автоматической нарезкой резьбы и бесступенчатой регулировкой скорости, прост в эксплуатации и экономит ваше время.
Это именно та машина, которая заполнит вакансию в вашем гараже. Приготовьтесь к действию и пошумите вместе с VEVOR.Бесщеточный двигатель с прямым приводом
Модернизация конструкции станка
Бесступенчатая регулировка скорости
Большая рабочая производительность
 Это именно та машина, которая заполнит вакансию в вашем гараже. Приготовьтесь к действию и пошумите вместе с VEVOR.
Это именно та машина, которая заполнит вакансию в вашем гараже. Приготовьтесь к действию и пошумите вместе с VEVOR.Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное качество жесткое качество
- Невероятно низкие цены
- Fast & Secure Delivers
- 30-дневные бесплатные доходы
- 24/7 Внешнее обслуживание
Мощный мощный мотор
, обеспечивающий сверхнизкий уровень шума около 70 дБ, что отлично подходит для работы с небольшими и средними проектами.
Автоматическая обработка резьбы
Этот модернизированный токарный станок для токарной обработки металла добавляет функцию горизонтальной автоматической подачи инструмента. Выберите размер резьбы в соответствии с экраном для автоматической обработки.
Бесступенчатая регулировка скорости
Скорость вращения токарного станка может быть установлена в диапазоне от 0 до 2500 об/мин с помощью бесступенчатой регулировки скорости одной кнопкой и контролируется с помощью цифрового дисплея.
Высокоточный 3-х кулачковый патрон
Высокоточный 5-дюймовый 3-х кулачковый патрон с одинаковым успехом обрабатывает объекты как квадратной, так и круглой формы. Детальная точность особенно полезна для работ, требующих высокой точности.
Регулируемая четырехсторонняя резцедержатель
Четырехпозиционная подручная опора позволяет легко менять и регулировать режущие инструменты в разных направлениях. Резку со скосом можно выполнить, отрегулировав угол упора с помощью рычага.
Регулируемая задняя бабка
Потеря фиксированной рукоятки. Затем вы можете перемещать заднюю бабку вперед и назад, поддерживая заготовки различной длины и обеспечивая стабильную и надежную работу.
Технические характеристики
Скаль на кровать: 8,7 дюйма / 220 мм
Центральное расстояние: 25,6 дюйма / 650 мм
Мотор мотор: 1,25 кВт
Мотовичный
Выходной крутящий момент: 14,8 Н·м / 850 об/мин
Режим регулирования скорости: бесконечно переменная скорость
Скорость: 0-2500 об / мин
Отверстие в шпинделе: 1,5 в / 38 мм / MT5
Размер папки: 5 в / 125 мм
Размер папки: 5 в / 125 мм
9001 2
.
Режим подачи: поперечный автоматический, продольный ручной
Диапазон обработки резьбы: 0,5–3 мм / TPI 10–44
Обработка резьбы: регулируемый номер программы, метрическая и британская
Вес предмета: 176,4 фунта / 80 кг
Содержание пакета
1 X Металлический токар
3 X Черные челюсти
1 x Набор из центра
- 9001 1 x Sot of Wrengh
10009
1 x набор из Центра
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное качество жесткого качества
- Невероятно низкие цены
- Fast & Secure Delivers
- 30-дневные бесплатные доходности
- 24/7 Внимательный сервис
8,7 x 25,6-дюймовые металлы
Бесполезное мотор и бесконечная скорость и аварий Stop
- Прецизионный настольный мини-токарный станок оснащен двигателем мощностью 1,25 кВт, автоматической обработкой резьбы и бесступенчатой регулировкой скорости, прост в эксплуатации и экономит ваше время. Это именно та машина, которая заполнит вакансию в вашем гараже. Приготовьтесь к действию и пошумите вместе с VEVOR.
- Бесщеточный двигатель с прямым приводом
- Модернизация конструкции станка
- Бесступенчатая регулировка скорости
- Большая рабочая мощность
Мощный бесщеточный двигатель
Токарный станок выдает 1,25 кВт мощной безредукторной передачи со сверхнизким уровнем шума около 7 дБ, обеспечивая , отлично подходит для работы с небольшими и средними проектами.
Автоматическая обработка резьбы
Этот модернизированный токарный станок для токарной обработки металла добавляет функцию горизонтальной автоматической подачи инструмента. Выберите размер резьбы в соответствии с экраном для автоматической обработки.
Бесступенчатая регулировка скорости
Скорость вращения токарного станка может быть установлена в диапазоне от 0 до 2500 об/мин с помощью бесступенчатой регулировки скорости одной кнопкой и контролируется с помощью цифрового дисплея.
Высокоточный 3-х кулачковый патрон
Высокоточный 5-дюймовый 3-х кулачковый патрон с одинаковым успехом обрабатывает объекты как квадратной, так и круглой формы. Детальная точность особенно полезна для работ, требующих высокой точности.
Регулируемая четырехсторонняя резцедержатель
Четырехпозиционная подручная опора позволяет легко менять и регулировать режущие инструменты в разных направлениях. Резку со скосом можно выполнить, отрегулировав угол упора с помощью рычага.