Содержание
Как правильно подключить инвертор — плюсом на электрод или минусом
✅ Дата публикации статьи: 2020-08-22| 📌 Категория: Технологии сварки | 👁 1 241 просмотров
Содержание статьи:
Как правильно подключить инвертор — плюсом на электрод или минусом
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором. А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.
Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Обратная полярность инвертора
В данном случае речь идёт о стандартном подключении сварочного аппарата. То есть, держатель с электродом подсоединяется к плюсовой клемме инвертора. Таким образом, есть возможность варить на обратной полярности. Что это даёт?
То есть, держатель с электродом подсоединяется к плюсовой клемме инвертора. Таким образом, есть возможность варить на обратной полярности. Что это даёт?
Во-первых, уменьшается разбрызгивание металла. Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.
Многие металлы, которые не терпят перегревания, варят именно на обратной полярности. Например, нержавейку.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.
При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Поделиться в соцсетях
плюс на электрод или минус?
Содержание:
Подключение сварочного аппарата: плюс на электрод или минус
При подключении сварочного аппарата, плюс можно подключить как к электроду, так и к металлу. Зачастую начинающие сварщики пренебрегают или не знают, что такое прямая и обратная полярность, и как её можно использовать.
Сварка постоянным током может осуществляться на обратной и прямой полярности. В первом случае к электроду подводится плюс, а к металлу минус от сварочного аппарата. При сварке на прямой полярности, все, наоборот — к электроду подсоединяется минус, а к металлу плюс.
Как влияет полярность на сварку электродом
Полярность играет большое значение при сварке постоянным током. Используя обратную и прямую полярность, как два абсолютно разных режима сварки, можно избавиться от проблемы, например, с прожиганием тонкостенных заготовок.
При сварке на конце электрода и поверхности металла образуется катодное и анодное пятно. Температура анодного пятна заметно выше, чем катодного, и составляет почти 4000 градусов. Анодное пятно образуется на плюсе, а катодное на минусе.
Температура анодного пятна заметно выше, чем катодного, и составляет почти 4000 градусов. Анодное пятно образуется на плюсе, а катодное на минусе.
Таким образом, меняя полярность подключения сварочного аппарата, можно менять режимы сварки. При сварке на прямой полярности наибольшая часть тепла будет приходиться на металл, а не на кончик электрода. Такое обильное тепловыделение поспособствует лучшему провару и углублению корня сварочного шва.
И, наоборот, там, где нужно не прожечь металл, лучше применять сварку на обратной полярности. В таком случае электрододержатель подсоединяется к плюсовой клемме сварочного аппарата. В результате этого, самая большая температура возникнет на конце электрода, а не на металле.
Сварку на обратной полярности также рекомендуется использовать при работе с нержавейкой, высокоуглеродистыми и легированными сталями. В общем, с теми металлами, которые не терпят перегрева.
Следует знать. Что соблюдение полярности при сварке переменным током нет.
Полярность можно менять только на сварочных аппаратах постоянного тока.
 Полярность можно менять только на сварочных аппаратах постоянного тока.
Полярность можно менять только на сварочных аппаратах постоянного тока.Основные правила сварки постоянным током
Сварка на прямой и обратной полярности это всего лишь режимы, при использовании которых следует принимать во внимание следующее:
- Сварка с использованием постоянного тока считается наиболее аккуратной среди электродной. При сварке постоянным током металл не так сильно разбрызгивается, сварной шов получается ровный и аккуратный;
- В результате разных температур на катодном и анодном пятне, от выбора полярности будет зависеть количество наплавленного металла.
Какая бы полярность при сварке постоянным током не использовалась, правила остаются прежними. Для получения качественного и надежного сварочного соединения очень важно подготовить металл. На нем не должно быть грязи и следов краски.
Перед свариванием заготовки лучше всего будет зафиксировать струбцинами. Также, очень важно выбрать правильную величину сварочного тока, учитывая толщину свариваемого металла и диаметр используемых электродов.
Процесс сварки TIG – ответы на ваши вопросы
Дата: 19-12-2022
Weldclass Academy
Что такое сварка TIG?
Аббревиатура TIG расшифровывается как T ungsten I nert G as. Вольфрам относится к типу проводника (вольфрамовый электрод), который используется для передачи сварочного тока на работу и создания дуги. Инертный газ относится к тому факту, что процесс основан на использовании инертного газа (например, аргона) для защиты сварного шва и предотвращения его окисления.
TIG также называется дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Проще говоря, сварка TIG, вероятно, больше всего похожа на кислородно-пламенную сварку. Однако вместо пламени в нем используется электрическая дуга для расплавления заготовки и присадочного металла, а вместо пламени предварительного нагрева используется инертный газ для предотвращения окисления сварного шва. Как и при кислородно-пламенной сварке, присадочный металл подается в сварной шов вручную по мере необходимости. Благодаря тому, что ток не проходит через присадочный металл (как при сварке MIG и MMA), дуга гораздо более управляема.
Как и при кислородно-пламенной сварке, присадочный металл подается в сварной шов вручную по мере необходимости. Благодаря тому, что ток не проходит через присадочный металл (как при сварке MIG и MMA), дуга гораздо более управляема.
Каковы преимущества сварки TIG?
Может быть достигнута очень низкая сила тока, что делает этот процесс идеальным для сварки тонких материалов. Кроме того, благодаря независимости дуги и применения присадочного металла, сварка ВИГ очень управляема и, следовательно, позволяет получать сварные швы очень высокого качества с превосходным внешним видом. В отличие от сварки MIG и MMA, при сварке TIG не образуются брызги, поэтому очистка очень минимальна.
TIG обычно используется там, где внешний вид сварного шва имеет решающее значение (например, поручни) или где качество сварного шва имеет решающее значение (например, сосуды под давлением или трубы).
Каковы недостатки сварки TIG?
Хотя сварка TIG легко контролируется, она также может быть медленнее и утомительнее, чем сварка MIG или сварка электродами/MMA, и, как правило, плохо работает на грязных или ржавых материалах, что означает, что иногда требуется дополнительная подготовка к сварке.
Какие металлы можно сваривать методом TIG?
«DC» (Постоянный ток) Сварочные аппараты TIG могут использоваться для сварки различных «черных металлов», в том числе 9Мягкая сталь 0011 и нержавеющая сталь , а также медь и хромомолибден. (Но НЕ алюминий).
Многие (но не все) инверторные сварочные аппараты для ручной/ручной сварки ММА имеют функцию TIG на постоянном токе, например, Weldforce WF-140ST и WF-180ST.
Важным элементом эффективной сварки TIG является зажигание подъемной дуги. Подробнее об этом читайте здесь.
Чтобы сварить алюминий , вам понадобится машина с возможностью «AC» (переменный ток).
Такие машины обычно могут работать как на переменном, так и на постоянном токе («AC/DC») в одной машине — это позволяет им сваривать большинство металлов, в том числе; алюминий, сталь, нержавеющая сталь, медь, хромомолибден и т. д.
Как правило, аппараты переменного/постоянного тока, такие как Weldforce WF-201T от Weldclass, представляют собой специальные аппараты для сварки TIG (иногда с дополнительными возможностями для сварки стержнем/MMA).
Какой газ следует использовать при сварке TIG?
Чистый аргон (100 % Ar) требуется для большинства распространенных операций сварки TIG. Для некоторых критически важных приложений могут потребоваться специальные газы.
Какова правильная полярность при сварке TIG?
Полярность относится к направлению тока при сварке.
Все виды сварки TIG на постоянном токе (сталь, нержавеющая сталь и т. д.) выполняются на полярности постоянного тока, когда горелка TIG подключается к отрицательной (-) клемме, а провод заземления — к положительной (+) клемме.
При сварке ВИГ переменным током (алюминий) полярность обычно* противоположна полярности постоянного тока: горелка ВИГ подключается к положительной (+) клемме, а провод заземления к отрицательной (-) клемме.
*Примечание. Хотя «положительная полярность горелки» является наиболее распространенной полярностью для сварки TIG переменным/постоянным током, для некоторых аппаратов TIG переменного/постоянного тока может потребоваться «отрицательная полярность горелки». Обратитесь к руководству по эксплуатации вашей машины или свяжитесь с производителем.
Обратитесь к руководству по эксплуатации вашей машины или свяжитесь с производителем.
Какой вольфрамовый электрод подходит для сварки TIG?
Наиболее распространены следующие типы вольфрамовых электродов;
Вольфрам для сварки TIG на постоянном токе стали, нержавеющей стали, хромомолибдена, меди:
Торированный (красный наконечник)
Лантанированный 1,5% (золотой наконечник)
Вольфрам для сварки алюминия на переменном токе:
Цирконированный (белый наконечник)
«Цельнометаллические» вольфрамы, пригодные для сварки на переменном или постоянном токе: Редкие -земля (фиолетовый наконечник)
Лантанат 2% (синий наконечник)
Церий (серый наконечник)
Редкоземельные вольфрамовые электроды класса сварки RE4 хорошо зарекомендовали себя как при переменном, так и при постоянном токе.
Толщина материала в зависимости от силы тока в зависимости от размера вольфрама
Из-за большого количества переменных в любом отдельном приложении для сварки TIG не существует единой формулы, говорящей: «для толщины X вам нужно X ампер».
Многие факторы, влияющие на это, включают: свариваемый материал, тип используемого вольфрамового электрода, тип сварного соединения, положение сварки, техника оператора, навыки и/или опыт, требуемая прочность или качество сварного соединения и т. д. из стали, нержавеющей стали или алюминия:
Материал | Рекомендуемый | Ампер |
<1 мм | 1,0 мм | 10-30А |
1-2 мм | 1,6 мм | 30-80А |
2-3 мм | 2,4 мм | 80-150А |
4-5 мм | 3,2 мм | 150-200А |
*Это только общее руководство, и его не следует использовать в качестве конкретного совета для какого-либо конкретного применения.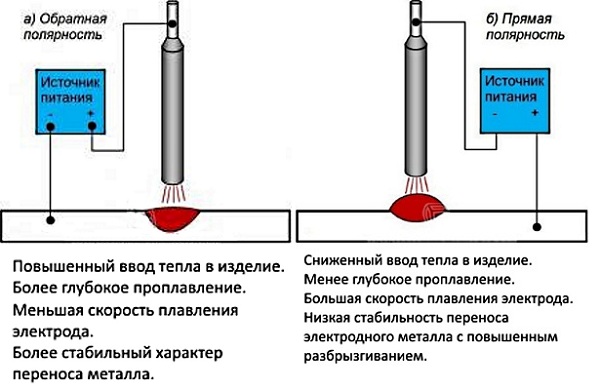
Несмотря на то, что были предприняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Теги
Сварочные аппаратыВИГ сварка
Комментарии
Написать комментарий…
Обратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
При ручной дуговой сварке электродом какой полярности следует пользоваться?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды ММА можно использовать со всеми полярностями. Информация о производителе электродов и спецификации, такие как BS EN ISO 2560:2009и AWS A5.1-2012 определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Информация о производителе электродов и спецификации, такие как BS EN ISO 2560:2009и AWS A5.1-2012 определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Необходимо определить термины для указания полярности процесса сварки. Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Когда процесс сварки выполняется в режиме постоянного тока, электрод (электрод MMA, MIG/MAG/флюсовая или порошковая проволока или вольфрамовый электрод) может быть как положительным, так и отрицательным. Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
При сварке ВИГ разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла выделяется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией. Отрицательный катод не испытывает этого эффекта и даже может подвергаться охлаждению за счет термоэлектронной эмиссии в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он будет испытывать охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
Однако процесс ММА с расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к существенному балансированию тепла между двумя точками.
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке ММА. В целом, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла шва подложкой. Это важно для электродов, которые можно использовать как с полярностью постоянного тока (так и с переменным током). Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Для полноты информации здесь приводится информация о процессах сварки MIG/MAG и под флюсом, а также о влиянии полярности.
Для сварки MIG/MAG DCEN и AC обычно не используются, потому что трудно достичь стабильного состояния распыления, в основном при работе с шаровидным переносом, что не обязательно приводит к приемлемому сварному шву. Однако производители оборудования все чаще стремятся разработать источники питания, которые могут работать в этих условиях. Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Дуговая сварка под флюсом похожа на MIG/MAG, при этом DCEP является наиболее часто используемой полярностью, но DCEN чаще используется в этом процессе, особенно при наплавке, где предпочтительнее меньшее проплавление и растворение с подложкой.