Содержание
Паяльник или паяльная станция – сложности выбора
Автор: Московкина Елизавета, [email protected]
При сборке, тестировании ремонте радиоэлектронного оборудования не обойтись без паяльных работ. На данный момент пайка – это самый распространенный способ соединения электронных компонентов с печатной платой. Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя.
Самым простым инструментом пайки до сих пор остается электрический паяльник. Устройство обычного паяльника очень просто – жало с нагревателем внутри или снаружи, ручка и провод от нагревателя, проходящий через ручку и оканчивающийся вилкой. Паяльники отличаются несколькими характеристиками:
- Размером жала;
- Мощностью, потребляемой от электрической сети;
- Типом жала (прямое, изогнутое, круглое, овальное и т.
 д.) и его размером;
д.) и его размером; - Напряжением питания;
- Дополнительными приспособлениями, например, наличием оловоотсоса и термопинцета.
 д.) и его размером;
д.) и его размером;
Рис. 1 . Холодная пайка.
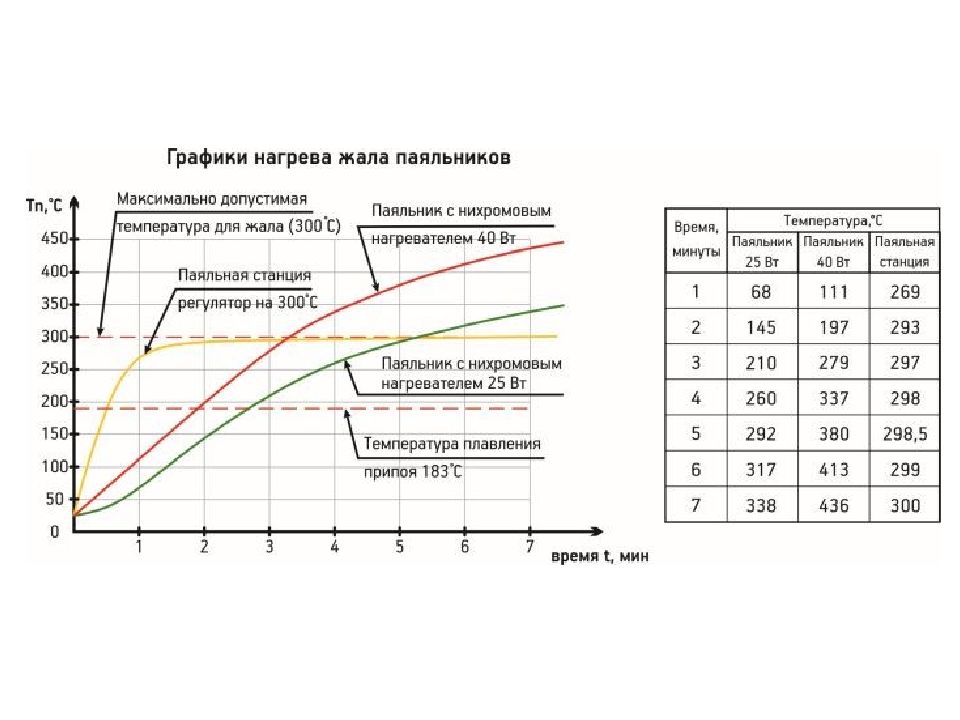
Мощность паяльника имеет одно из решающих значений при пайке, поскольку она задает температуру припоя. Если она недостаточна, то припой плохо плавится, и пайка получается рыхлой и некачественной. Оптимальной температурой при пайке свинец-содержащими припоями считается температура 180 – 230°C. Температура плавления большинства бессвинцовых припоев лежит в интервале 200 – 250°C.
Самой важной, пожалуй, характеристикой паяльной станции или паяльника является температура. Простейшие модели не обеспечивают стабильный температурный режим. При этом при недостаточном нагреве места пайки можно получить такой частый дефект как «холодная пайка» (рис. 1), при котором металл не растекается полностью вокруг вывода радиоэлемента, что приводит к ненадежному соединению припаиваемых элементов. Для исключения такого дефекта следует использовать паяльные станции с рабочей температурой, достаточной для пропаивания конкретных видов материалов.
Для исключения такого дефекта следует использовать паяльные станции с рабочей температурой, достаточной для пропаивания конкретных видов материалов.
Для изоляции жала от нагревателя используются прокладки из слюды или керамическая трубка. Паяльники с керамической изоляцией лучше, поскольку предотвращают контакт спирали нагревателя с жалом. Такой контакт очень опасен, поскольку ведет к появлению на жале напряжения сети.
Для выполнения достаточно удобной и качественной пайки зачастую одного паяльника оказывается недостаточно.
В частности недостатком обычного паяльника является слишком большое (до 5-10 минут) время нагрева до температуры, достаточной для надежного расплавления припоя и осуществления пайки. Кроме того, температура жала снижается при попытке прогреть паяльником место пайки.
Более распространены специальные паяльные станции, состоящие из паяльника, подставки под него и блока питания паяльника с устройством стабилизации температуры. Таких станций выпускается достаточно много в разных ценовых диапазонах.
Плюсы паяльных станций по сравнению с обычными паяльниками:
- Лучшая стабильность температуры жала паяльника;
- Более быстрый нагрев до заданной температуры;
- Улучшение динамики пайки;
- Предотвращение остывания жала паяльника в момент контакта с объектами пайки;
- Применение мер против статического электричества;
- Применение множества насадок для операций демонтажа деталей и интегральных микросхем с многими выводами.
Рассмотрим виды паяльных станций по принципу взаимодействия:
— Контактные:
- Для свинцовой пайки;
- Для бессвинцовой пайки;
— Бесконтактные:
- Термовоздушные;
- инфракрасные.
Контактные паяльные станции являются простейшими и распространенными. В принципе, обыкновенный паяльник можно переделать в такую станцию, оснастив его термопарой возле жала паяльника, регулятором температуры с обратной связью для поддержания постоянного условия пайки с помощью регулятора мощности, механизмом простой смены жала паяльника и удобной подставкой. Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400°С. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350°С – это вполне комфортный и оптимальный режим для процесса пайки.
Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400°С. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350°С – это вполне комфортный и оптимальный режим для процесса пайки.
По применяемой технологии контактные паяльные станции можно разделить на станции для свинцовой и бессвинцовой пайки.
Станции для свинцовой пайки отличаются от бытового паяльника тем, что имеют модуль регулировки температуры нагрева жала.
Для бессвинцовой пайки применяются как классические, в которых нагревание наконечника происходит за счет электрического тока, так и более технологичные индукционные станции.
В основе принципа работы индукционных паяльных станций лежит свойство проводника (в роли которого выступает жало паяльника) быстро разогреваться в переменном магнитном поле. Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферром
Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферром
агнитное покрытие. Последнее играет роль намагничивающегося сердечника катушки, которая и является источником достаточно сильного переменного магнитного поля.
Рис. 2. Устройство индукционного паяльника
За счёт поверхностных токов происходит быстрый разогрев наконечника, однако при достижении точки Кюри ферромагнетик теряет свои магнитные свойства, что приводит к скачкообразному уменьшению нагрева, и температура жала стабилизируется. Если таким наконечником коснуться детали, магнитные свойства мгновенно восстанавливаются, и наконечник снова начинает нагреваться, стремясь удержать температуру в районе точки Кюри. При этом, чем больше энергии отнимается у жала, тем сильнее будет происходить нагрев. Следовательно, происходит автоматический подбор мощности для каждой спаиваемой точки, в зависимости от её теплоемкости и массивности (рис. 2).
Так как контроль нагрева происходит по точке Кюри, то каждый используемый наконечник представляет собой саморегулирующийся нагреватель, способный к поддержанию определённой температуры в соответствии со свойствами использованных при его изготовлении металлов.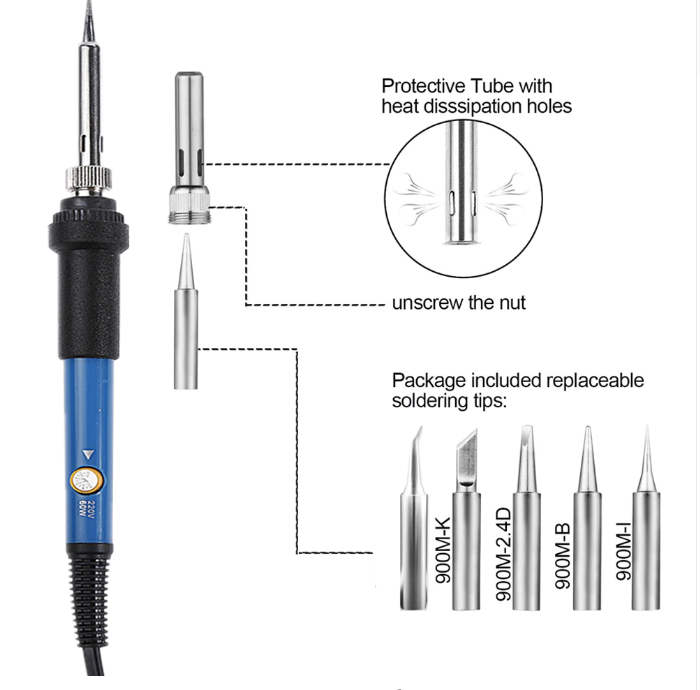 Это означает, что никаких дополнительных калибровок или настоек не требуется, причём в течение всего срока эксплуатации.
Это означает, что никаких дополнительных калибровок или настоек не требуется, причём в течение всего срока эксплуатации.
Далеко не со всеми задачами можно справиться контактным методом пайки. Так сейчас распространенный SMT-монтаж подразумевает использование миниатюрных SMD-компонентов и безвыводных BGA-микросхем с расположением контактных площадок под подложкой или под корпусом. А справиться с такими элементами с помощью паяльника не только сложно, но и, в большинстве случаев, просто нереально. Для такого рода работ применяются бесконтактные паяльные станции, и среди них наибольшее распространение получили термовоздушные.
Принцип работы термовоздушных паяльных станций достаточно прост: компрессор или турбина создают воздушный поток, который, проходя через спираль нагревательного элемента, набирает соответствующую температуру. Струю воздуха на выходе фена подают в зону пайки. При этом возможна не только регулировка температуры воздуха на выходе сопла, но и настройка оптимальной скорости воздушного потока путем изменения работы вентилятора (компрессора). Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Существуют также паяльные станции комбинированного типа, которые сочетают в себе инструменты для пайки и ремонта. Примером может служить распространенная модель Lukey 702. Станция представляет собой недорогое сочетание паяльника и термофена.
Бесконтактные паяльные станции с применением инфракрасного нагревателя относят к разряду профессиональной сервисной техники. Как правило, это дорогостоящее оборудование, оснащенное нижним подогревом для уменьшения влияния деформационных термических процессов платы и верхнего инфракрасного нагревателя, способного передавать тепло на большую площадь. В свою очередь, инфракрасный спектр волны способен точечно фокусироваться на определенном чипе, тем самым не подвергая воздействию нагрева окружающие объекты. Длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Уже зарекомендовавший себя на рынке расходных паяльных материалов производитель Stannol (Германия) выпустил серию индукционных станций, удовлетворяющую всем категориям потребителей. Серия Industa состоит из этих трех паяльных станций:
• (55W — для универсального применения )
• INDUSTA HF5100 (100W — для профессионального использования)
• INDUSTA HF5150 (150W — для профессионального использования)
Аналоговая паяльная станция Industa 550 характеризуется простотой в эксплуатации. Эргономичный дизайн, алюминиевый корпус (рис. 3).
Температура легко устанавливается с помощью потенциометра.
Встроенный датчик температуры и керамический нагревательный элемент обеспечивают стабильную температуру, быстрое восстановление тепла и предотвращают перегрев деталей, подлежащих пайке. Показатели температуры отображаются на большом светодиодном дисплее. Тороидальный трансформатор обеспечивает питание 55Вт, что позволяет использовать бессвинцовый припой. Возможна пайка чувствительных электронных компонентов.
Рис. 3. Аналоговая паяльная станция Stannol Industa 550
Рис. 4. Stannol Industa HF 5100/5150Индукционные паяльные станции
Industa HF-5100 / HF-5150 — паяльные станции для профессионального использования (Рис. 4). Эти станции оснащены дополнительными функциями, необходимыми в профессиональной среде, например в производстве электроники. К ним относятся автоматические функции режима ожидания/ выключения, защита паролем от несанкционированных изменений настроек и возможностью калибровки инструментов. Также доступно выравнивание потенциалов для защиты чувствительных компонентов.
Мощность 100Вт и 150Вт обеспечивают достаточный запас мощности для быстрой и надежной работы с бессвинцовыми припоями. Высокочастотный контроль с датчиком температуры вблизи наконечника позволяет чрезвычайно быстро переходить в режим холостого хода или повторного нагрева.
При частой необходимости проведения паяльных работ необходимо приобретать либо набор паяльников различной мощности, либо — современную паяльную станцию, имеющую регуляторы температур, автоподдержание заданной температуры и удобную подставку под паяльник.. Качественная паяльная станция в силу понятных причин потребует определенного материального вложения, но покупка набора различных паяльников, влекущая за собой приобретение насадок, отдельных видов припоя, требующая умения обращаться с оборудованием разного уровня, вряд ли будет выгодным занятием.
что полезно знать о процедуре?
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.
Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.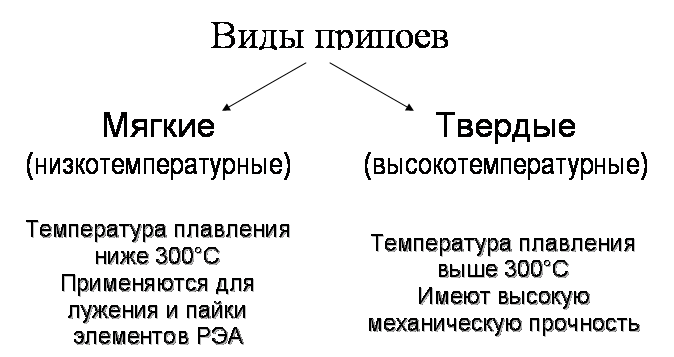
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться. Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно. Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
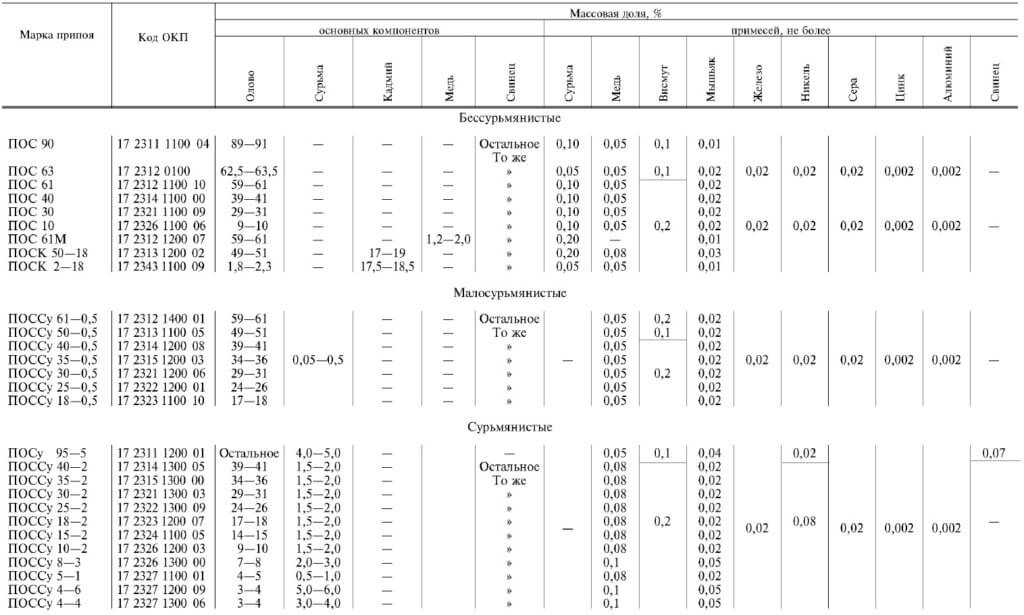
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
| Маркировка припоя | Температура плавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Похожие статьи
- Пайка мелких деталей: восстановление деталей пайкой
- Пайка радиодеталей, нюансы в монтаже радиоэлементов
- Припой для пайки металлов: информация только по существу
- Пайка деталей из разных видов жести: особенности и технология.
Полное руководство по пайке электронных устройств
Что такое пайка?
Пайка – это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой закрепляет соединение, чтобы оно не ослабло из-за вибрации или других механических воздействий. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «пайка») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов поверхностного монтажа).
Что нужно для пайки электроники?
При припаивании электронного разъема к точке контакта (часто называемой «площадкой») обычно требуется следующее:
- Паяльник, способный достичь точки плавления припоя.
- Проволочный припой с флюсовым сердечником или без него.
- Флюс, если проволочный припой не включает флюсовую сердцевину или если требуется дополнительный флюс.
Что такое паяльник?
Паяльник — это ручной инструмент, используемый для пайки двух металлических поверхностей. В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
Жало паяльника предназначено для передачи тепла от нагревательного элемента к изделию. Он имеет медную внутреннюю часть, которая действует как эффективный теплопроводник. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя, а также хромоникелевое покрытие для предотвращения смачивания наконечника флюсом.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). К ним относятся паяльные жала, представляющие собой металлические пластины, упирающиеся в нагревательный элемент, и другие, интегрированные с нагревательным элементом в картридже.
В чем разница между паяльником и паяльной станцией?
На низком уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не обеспечивает контроля температуры паяльника. Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Какой тип припоя следует использовать?
Несмотря на то, что существует большое разнообразие различных типов припоя, в большинстве случаев вам необходимо выбрать между свинцовым или бессвинцовым припоем, диаметром проволоки, флюсовой проволокой или сплошной проволокой и типом флюса.
- Свинец или бессвинцовый – Припой обычно представляет собой комбинацию металлов, выбранных из соображений наилучшей надежности и проводимости. Свинец, часто в сочетании с оловом, с самого начала был основой электронной пайки. Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс более быстрым, легким и надежным. Из-за опасений, связанных с окружающей средой и здоровьем, возникает необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое.
Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя. - Диаметр припоя . Убедитесь, что вы не перепутали припой, предназначенный для водопровода, с припоем, предназначенным для электроники. Провод для сантехники будет намного толще, 2мм в диаметре и выше. Проволока для пайки электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Сопоставьте диаметр с размером разъемов и контактов, которые вы припаиваете. Если диаметр проволочного припоя слишком мал, вы будете пропускать через себя слишком много припоя. Слишком большой и вам будет трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термической нагрузки или даже пайки других компонентов, не связанных с ваш ремонт.
- флюсовая проволока или сплошная проволока – Большинство проволочных припоев поставляются с флюсовой сердцевиной, поэтому флюс автоматически активируется и течет по зоне пайки, когда припой расплавляется. Работать с ним удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса кистью, дозатором для бутылок или дозатором для ручек. Если не требуется очень специфический флюс, который недоступен в виде проволочного припоя, обычно рекомендуется припой с флюсовым сердечником.
- Тип флюса — Флюс без очистки является хорошим выбором для пайки, где очистки не требуется. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
 Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
 Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.Какой припой использовать: свинец или бессвинцовый припой?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Что такое поток?
Подумайте о флюсе и подготовительном агенте для процесса пайки. При соединении двух металлических поверхностей припоем необходима хорошая металлургическая связь, чтобы паяное соединение не ослаблялось, а электрическая непрерывность не нарушалась из-за механических, температурных и других воздействий. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, чтобы способствовать смачиванию. «Смачивание» — это процесс стекания припоя по поверхностям контактов и жала паяльника, что очень важно в процессе пайки.
Какой тип флюса следует использовать?
Флюс, не требующий очистки, является хорошим выбором для пайки, когда необходимо избегать очистки. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Нужно ли добавлять дополнительный флюс при пайке?
При пайке простого соединения, такого как 2 провода или вывод через отверстие, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка методом перетаскивания нескольких выводов на компонент поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он первоначально вытекает из ядра. Если припой работает дальше, например, когда вы перетаскиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие продукты:
- Techspray No-Clean Flux Pen
- Бутылочки-дозаторы с иглой Плато
Как нанести дополнительный флюс?
Флюс можно наносить кислотной кистью или с помощью дозатора для игольчатых флаконов или дозатора для ручек. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие продукты:
- Techspray No-Clean Flux Pen
- Бутылочки-дозаторы с иглой Плато
- Техническая кисть Techspray
Как паять?
- Убедитесь, что припаиваемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления вашего припоя. 600–650 °F (316–343 °C) — хорошая начальная температура для припоя на основе свинца, а 650–700 °F (343–371 °C) — для бессвинцового припоя.
- На несколько секунд прижмите наконечник к электроду и контактной точке/площадке. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проводом припоя к выводу и контактной площадке/площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
- При необходимости обрежьте провод ножницами. Не обрезайте места пайки, это может повредить соединение.
- Если вы используете флюс, активированный канифолью, флюс на водной основе или если эстетика остатков флюса является проблемой, очистите область с помощью средства для удаления флюса.

Сопутствующие товары:
- Паяльные жала Plato
- Свинцовые ножницы Plato
- Средство для удаления флюса Techspray G3
- Techspray E-LINE Flux Remover
Насколько нагрет паяльник?
600°- 650°F (316°- 343°C) является хорошей начальной точкой для припоя на основе свинца и 650°- 700°F (343°- 371°C) для бессвинцового припоя. Вы хотите, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы паяльного жала.
Как отличить хорошую пайку от плохой?
Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. На что обратить внимание:
- Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- Вывод не должен болтаться или шевелиться после пайки.
- Припой не должен перетекать или накладываться на другие контактные площадки/площадки.
- При использовании припоя на основе свинца место пайки должно быть блестящим. К сожалению, бессвинцовая поверхность имеет более матовую поверхность, поэтому блеск в этом случае не является хорошим показателем.

Как выбрать лучшее жало для ремонта печатной платы?
Цель состоит в том, чтобы форма и размер наконечника соответствовали контактной площадке. Это позволяет максимизировать площадь контактной поверхности, чтобы нагревать вывод и контактную поверхность как можно быстрее. Если вы выберете наконечник слишком большого размера, вам придется нагревать больший объем наконечника, что замедлит рекуперацию тепла — время, необходимое наконечнику для повторного нагрева после пайки соединения. Кроме того, существует риск взаимодействия с другими компонентами и контактными площадками. Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники.
Наконечники для пайки бывают разных форм, чтобы упростить различную геометрию печатных плат:
- Заостренные или конические – Конец жала заходит либо в острие, либо закругляется на плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0,1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
- Лезвие или нож – Наконечник лезвия обычно используется для пайки волочением, когда припой наносится на несколько контактных площадок. Это обычное дело при пайке компонентов с технологией поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Долото или отвертка – Долото позволяет нагревать большую площадь контакта, поэтому его можно использовать для пайки через отверстия. Длина может варьироваться, а также может быть согнута, например, с коническим наконечником. Размер в основном указывается как длина плоской области, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
- Скос – Скошенный наконечник имеет плоский овальный конец, установленный под углом. Представьте себе металлический стержень, поперечное сечение которого находится под углом. Размер определяется диаметром «стержня» или вала, а иногда и углом скоса. Скос может варьироваться от 1 мм до 4 мм или даже больше.
- Наконечники Flow – Наконечник Flow похож по конструкции на скошенный наконечник, но вместо плоской области он представляет собой небольшое углубление или чашечку. Это также называется «мини-волновой наконечник» и обычно используется для пайки сопротивлением, как описано выше.
 Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.Сопутствующие товары:
- Паяльные жала Plato
Можно ли установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, важна скорость. Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Почему припой капает с жала?
Это признак того, что паяльное жало нуждается в очистке, поэтому оно «холодное» (хотя оно еще очень горячее, так что не трогайте!). Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не растекается по наконечнику должным образом. Припой будет плавиться, но просто стекает с наконечника. Это затрудняет перемещение, чтобы припаять области контактов так, как вам это может понадобиться.
Как почистить паяльник?
Паяльные станции обычно поставляются с губкой и/или латунной подушечкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Когда паяльное жало почернело из-за пригорания флюса и больше не смачивается должным образом, настало время для чистящих инструментов в крайнем случае. Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Полировальные бруски также доступны и используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе со сгоревшим флюсом. Как только на наконечнике появляются питтинги — настоящие дыры в железе — его пора заменить.
Сопутствующие товары:
- Губки Plato
- Очиститель латунных наконечников Plato
- Лудильщик наконечника Plato
Что лучше использовать для очистки паяльных наконечников: латунную подушечку brillo или губку?
Как и все остальное, у каждого есть свои плюсы и минусы:
Очиститель латунных наконечников
- Pro-Быстрый и простой в использовании, не требует пропитки водой и не вызывает термического шока. наконечник для пайки.
- Con – Абразивен, несмотря на то, что латунь мягче железа на конце наконечника. Он имеет тенденцию царапать хромированное покрытие, что предотвращает смачивание наконечника припоем. Это может привести к проникновению коррозии под покрытие, что сократит срок службы наконечника.
 наконечник для пайки.
наконечник для пайки.Не забудьте использовать колющие движения, используя латунный очиститель наконечника. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Целлюлозная губка
- Pro – эффективный и быстрый способ очистки наконечника. Они поставляются с различными отверстиями или прорезями, чтобы сделать это еще быстрее и проще, а также чтобы избежать разбрызгивания расплавленного припоя.
- Con — охлаждает наконечник, поэтому требует, чтобы наконечник снова нагревался. Это также может привести к термическому удару наконечника, особенно если губка чрезмерно насыщена. Это может сократить срок службы наконечника из-за образования микротрещин в железном покрытии.
Убедитесь, что вы используете целлюлозную губку, предназначенную для очистки паяльных наконечников. Целлюлоза – это натуральный материал, получаемый из древесной массы. Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, только слегка влажной. Тщательно отожмите его после насыщения деионизированной (DI) водой. Рекомендуется деионизированная вода, чтобы предотвратить накопление минералов на жало паяльника. После того, как паяльное жало было очищено, не забудьте повторно оловить его, расплавив небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, выполненного из железа, при воздействии воздуха в течение определенного периода времени. Сопутствующие товары:
- Губки Платона
- Очиститель латунных наконечников Plato
Нужно ли счищать весь припой с жала после окончания пайки?
Общепринятой практикой является протирание паяльного жала перед тем, как положить его обратно в держатель.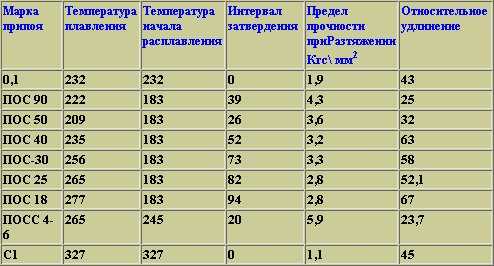 Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Что можно сделать, чтобы увеличить срок службы паяльного жала?
После перехода со свинцовых припоев на бессвинцовые припои часто жалуются на короткий срок службы наконечника. Более высокая температура, необходимая для бессвинцовых припоев и флюсов, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто кончики чернеют, припой капает и просто стекает с конца наконечника. Его также можно назвать «холодным наконечником», но будьте осторожны, не прикасайтесь к нему голыми пальцами!
Жала для пайки имеют медный сердечник, передающий тепло от нагревательного элемента к рабочему концу (наконечнику жала). Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
- Выключить огонь
- Тщательно очистите наконечник
- Лужение паяльного жала
- Используйте специальные чистящие средства
Если вы покидаете паяльную станцию более чем на 5 минут, выключайте ее. Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за считанные секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
- Губки Plato
- Очиститель латунных наконечников Plato
- Лудильщик наконечника Plato
Когда следует выбрасывать старое жало?
Когда наконечник черный и высыхает (припой не прилипает к нему), что называется «холодным наконечником», его обычно можно очистить и использовать снова. Как только появятся питтинги и видимая коррозия, пришло время для нового наконечника. Внешняя сторона паяльного жала покрыта железом поверх теплопроводного медного центра. Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс пройдет через железное покрытие через ямки, наконечник будет быстро съеден.
Как избежать коррозии печатной платы после окончания пайки?
Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете лучшие методы очистки платы. В конце концов, компоненты были заменены, а излишки припоя удалены…
- Тщательно очистите участок качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости осторожно протрите печатную плату щеткой из конского волоса или безворсовой салфеткой, а затем промойте.
- При использовании салфетки убедитесь, что на печатной плате не остаются волокна или ворсинки, которые впоследствии могут вызвать проблемы.

Это необязательный шаг для флюса без очистки, но все же хорошая идея для плат с высокой плотностью или высоким напряжением. Это абсолютно необходимо, независимо от типа флюса, если вы планируете после ремонта нанести защитное покрытие.
Сопутствующие продукты:
- Techspray G3 Flux Remover
- Средство для удаления флюса Techspray E-LINE
- Кисти Techspray
- Салфетки Techspray
10 советов по качественной пайке
- Начните с чистой поверхности.
- Подберите размер проволочного припоя к тому, что вы паяете.
- Подберите паяльное жало к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Содержите наконечник в чистоте и лужите.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте паяльное жало у вывода и точки контакта/площадки до тех пор, пока они не нагреются до нужной температуры.
- Нанесите достаточное количество припоя, чтобы покрыть контактную площадку и окружить вывод.
- При необходимости обрежьте выводы с помощью острых ножниц, но не подрезайте в местах пайки.
- Удалите остатки флюса с места пайки качественным средством для удаления флюса.
Сопутствующие товары:
- Паяльные жала Plato
- Свинцовые ножницы Plato
- Средство для удаления флюса Techspray G3
- Techspray E-LINE Flux Remover
На этом наше Полное руководство по электронной пайке заканчивается.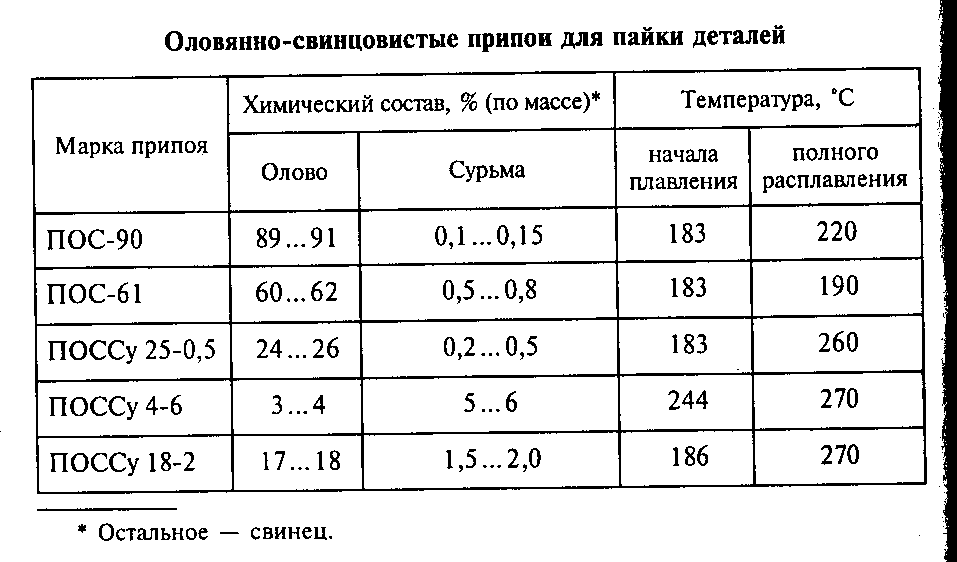 Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших приложений? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших приложений? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Какова правильная температура пайки?
Как паять – обязательный навык для каждого любителя делать что-то своими руками. Для достижения наилучших результатов вы должны приобрести паяльную станцию, позволяющую контролировать температуру. Но какова правильная температура пайки?
Мы подробно рассмотрим, как правильная температура пайки поможет вам получить гладкие соединения.
Какую температуру пайки следует использовать?
Правда в том, что на этот вопрос нет универсального ответа. Температура плавления легированного припоя, который является наиболее распространенным типом припоя, составляет от 360 до 370 градусов по Фаренгейту (или от 180 до 190 градусов по Цельсию, если вы привыкли использовать метрическую систему).
Итак, температура вашего паяльника должна быть выше на 68-86 градусов по Фаренгейту (от 20 до 30 градусов по Цельсию).
Как найти оптимальную температуру пайки
Если вы все еще изучаете основы пайки, вам может потребоваться некоторое время, прежде чем вы сможете уверенно установить температуру пайки, прежде чем приступить к работе. Чтобы облегчить вашу работу, вот несколько вещей, на которые вы должны обратить внимание при пайке:
Тип припоя : Вы можете разделить припои на два типа в зависимости от их состава — свинцовые и бессвинцовые. Припой на основе свинца представляет собой комбинацию свинца и олова и становится жидким при температуре 374 градуса по Фаренгейту (190 градусов Цельсия). Из-за проблем со здоровьем и окружающей средой бессвинцовый припой стал популярной альтернативой.
Бессвинцовый припой имеет более высокую температуру плавления, около 544 градусов по Фаренгейту (или 230 градусов по Цельсию). Для достижения наилучших результатов вам следует ознакомиться с таблицей температур пайки Питера Виса.
Размер насадки для утюга : Вы должны использовать насадку для утюга, подходящую для данной работы.